1 范围
本标准规定了耐磨耐火涂抹料的术语和定义、牌号、技术要求、试样制备、试验方法、质量评定程度、包装、标志、运输、储存和质量证明书。
本标准适用于循环流化床锅炉、余热发电锅炉、石油化工催化裂化装置、垃圾焚烧炉、新型干法水泥窑系统、煤粉炉制灰系统及集灰管道系统等热工窑炉,使用温度在1200℃以下部位涂抹施工用的高铝质或高铝碳化硅质耐磨耐火涂抹料。
2 规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 4513 不定形耐火材料分类
GB/T 5072 耐火材料 常温耐压强度试验方法
GB/T 5988 耐火材料 加热永久线变化试验方法
GB/T 6900 铝硅系耐火材料化学分析方法
GB/T 15545 不定形耐火材料包装、标志、运输和储存
GB/T 16555 含碳、碳化硅、氮化物耐火材料化学分析方法
GB/T 17617 耐火原料和不定形耐火材料 取样
GB/T 18301 耐火材料 常温耐磨性试验方法
GB/T 21114 耐火材料 X射线荧光光谱化学分析 熔铸玻璃片法
3 术语和定义GB/T 4513 界定的以及下列术语和定义适用于本文件
3.1 耐磨耐火涂抹料 由致密耐火骨料、粉料和结合剂混合而成,采用涂抹方法施工并具有良好耐磨性的耐火涂抹料
4 牌号
耐磨耐火涂抹料按照产品的理化指标分为 NMTo-600、NMTo-900、NMTo-1200三个牌号。其中,N、M分贝为耐、磨汉语拼音首字母,To表示耐火涂抹料,600、900、1200表示最高使用温度。
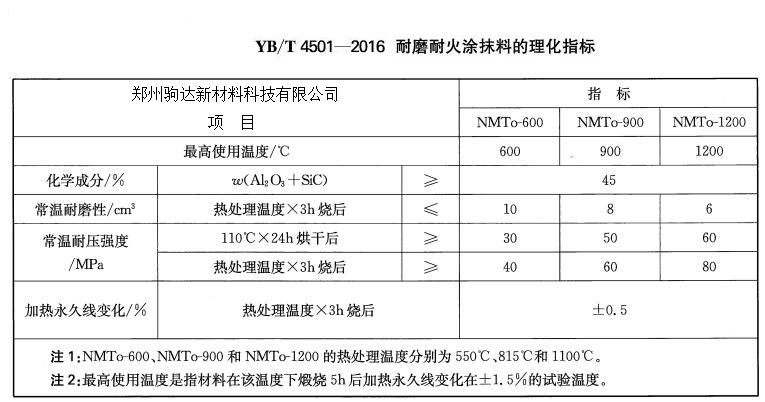
5 技术要求
耐磨耐火涂抹料的理化指标应符合表1的规定
6试样制备
6.1 从混合均匀的样品中准确称取适量耐磨耐火涂抹料于搅拌机内。用量筒量取搅拌用水或其他液体结合剂,水温应接近室温,准确到1mL。
6.2 将试验料干混1min,然后快速搅拌,边搅拌边加入水或其他液体结合剂。实际总的搅拌时间(包括加水时间)为3min~5min。如材料生产商有具体规定,遵照生产商的规定执行。
6.3 测定加水(或其他液体结合剂)量
首先可按生产上提供的参考加水量(无参考加水量时可按同类涂抹料的加水量)的90%加入,然后确定增减用水量,每次增减量不大于试验料干重的0.5%。其他液体结合剂用称量法。
具体方法为:搅拌机停止运转后,取适量的涂抹料。用手将涂抹料团成一个直径约100mm大小的球,然后置于台秤上,台秤指示数据 归零,用抹刀按照涂抹的方式将料球用力均匀压涂抹成厚度10mm~20mm的圆饼状,此时圆饼表面不能开裂或流淌,台秤数据指示用力在8Kg~10Kg为宜。若:
—— 开裂:涂抹料的加水量不够
—— 不开裂、不流淌:涂抹料的加水量复合要求(如图1所示)
—— 有流淌:涂抹料的加水量太大

6.4 用料铲将搅拌好的实验料装入对应检测项目的试样模具并填满模具,将实验料捣固密实,特别要注意模具的边角部位不能有空洞,然后用抹刀修整试样表面抹平。实验料要在材料生产商的规定可施工时间内成型完毕,一般可施工时间应大于15min、
6.5 试样成型后不得有开裂、鼓胀、起皮、起皱、流淌、扒缝和麻面等缺陷
7 试验方法
7.1 常温耐磨性的测定按GB/T 18301进行。
7.2 常温耐压强度的测定按GB/T 5072进行。
7.3 加热永久线变化的测定按 GB/T 5988进行。
7.4 高铝质耐磨耐火涂抹料化学成分的测定按 GB/T 6900或GB/T 21114进行
7.5 高铝碳化硅质耐磨耐火涂抹料化学成分的测定按 GB/T 16555进行。