������������������У���Һ��۵���Ҫ�����ǽ����¯���ŷų��ĸ�����Һת����ģ�ͽ�������ͨ��ģ�ͽ�������Һתע���������У����ɷ���۽���Һ���������ģ������ʵ�������Ľ�ע��
һ�����е���Һ������ʹ�ô��ڵ�����
������Һ������������������������ƣ�ʹ������ʹ�ù����б��ֳ����¼��������ȱ�㣺
(1)���ڷ���������ֹ����ƶ��ɣ���ע�ϵĽ�ʵ�Ȳ����ȣ�������۹�����ֲ����ɣ����·����ʹ�ù�������Һ�����롣��ÿ�ν�ע������������ʱ��������Һ������ע������ ֮�䲢����ע������ճ�����ã���������������������������۹����������
(2)���ڷ���۵ľ���Ƚϳ���ÿ̨����ƽ������۳��Ⱦ�����0.5m��������۵�������һ�ν�����ɡ���ˣ�ÿ������ƵĽ�ע�������ϴ����������ڽ�ע�ϵĽ��費���ȶ�Ӱ�����۵Ľ���������
(3)���ڷ���۵ij��Ƚϳ����ҷ���۵Ķ����Ȳ����ȣ��������ϴ�һ�����彽ע������������ڸ��ﲻ���ȣ��������ڳ��ڳ��ָ���Ӧ�������·�����ڳ���ʹ�ù����п���Ӱ����۵�ʹ������ ��
(4)�������Ϊһ�ν������ɣ�����۾���һ��ʱ���ʹ�ú�һ���ֲ�������������ʹ��ʱ����ӳ��Լ�������Һ�ķ�����ˢ������λ��Խ��Խ���ء���ʹ����ע��������λ�� �м�ʱ����Ҳ���ڽ϶̵�ʱ�������Ÿ�����Һ����������ɢ����ˣ�һ�����ֽ�Ϊ���ص����𣬾ͱ������������ڳĽ���������������������������ɢ��ע���е�������ǽ��������ォ�������Һ�У������Һ����Ⱦ������Ӱ��������Ʒλ������ҵ��ɸ������ ʧ��
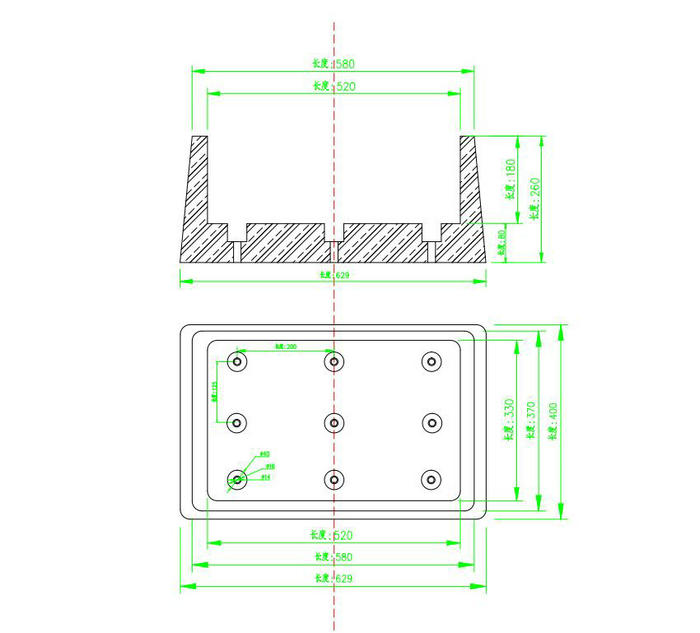
���������Ԥ�ƿ�ģ�ߵ�����
�������彽ע����Һ�������ʹ�ù����д����������⣬̽��һ���ܹ�Ԥ��������������ڱ��桢�ܹ���ʱ��װ������������������ڼ�ʱ����������𡢱�֤��������˳�������� �÷dz���Ҫ���ڶ�ͬ��ҵ�����豸���г�ֵ��еĻ����ϣ��Ľ����飬��Ʋ�����Ԥ�ƿ���
�ӳ�Զ�ĽǶȿ��ǣ����Ԥ�ƿ�ģ�ߵIJ���������������̼�ֱȽϺ��ʣ���Ϊ�侭�����ã���������С����ͨ����е�ӹ����Դﵽ�ϸߵı�����Ⱥͳߴ羫�Ȳ��ұ��ڱ��档���ǿ��ǵ�ģ�������������ɱ����ӹ����ڵ����أ�ģ����������ľ�ʡ�ͨ���˹��������
��ˮ����8����10�� (�뽽ע�ϻ���ʱ�ĺ�ˮ���൱ )��ģ������Ҫ��ߴ�ȷ������⻬��Բ�Ǽ����������������Ȼ��ģ����Ҫ��ģ�߿��̥�� ��������ɡ�
����Ԥ�ƿ�������
ģ��������������ɲ����ߴ�����������Ԥ�ƿ��Ľ�����
��1����ע�ϵĻ��ƣ�����ע������������ˮ����8:1���������������л�ϣ�����ֽ�������ģ�ߣ����÷綯���߽�ģ���ڵĽ�ע�Ͼ��ȵ�ʵ��ֱ����ע���еĽ�Һ�ݳ�Ϊֹ��Ȼ������Ĩ�ӽ�ģ���Ͽ���ƽ��
��2��Ԥ�ƿ������������Ԥ�ƿ�����״Ϊ�����Σ�������ײ�Ϊ����9��ͬ��ֱ����С�ķ����ף��������ô��ǽ�ʢװ�����Һ���������ڲ�ͬ�Ķ�ģ���棬��ˣ��ڽ������ɺ������̴�ģ�����ѳ�������Ҫ��ģ���н����������������������£������¶�Ϊ20�棩��Ԥ�ƿ���ģ���о��á�Ϊ�˷�ֹ����������Ԥ�ƿ��е�ˮ�ֹ����������Ӱ������Ч������������ڼ������ϱ�Ĥ��ģ�߽��и��ǡ���24~36Сʱ��ע������ȫ�̻���ʪ̬�����������ı����Ѿ���������ʱ����ȫ�ؽ�����ģ������
��3����ĭ��Ԥ�ƿ������ſ���Һ�Ļ��¯�ڣ�������ȣ����û��¯�ڵ����Ƚ��и���������Ԥ�ƿ��ƽ�������Ƚϱ��������500~600�����4~6Сʱ����¯�е�������������֮����Ȼ��ȴ�����ºɽ���ʹ�á�