������ת¯����֮����ת¯¯�ĵ��ͻ�����������������ǹ��̼�����Ա�о�����Ҫ����֮һ�������¯������ֻ��һ�ٶ�Σ�������ʮ�Σ��Ƿ�������ת¯���ּ�����չ����Ҫ�ϰ���������ʮ��Ŀ����о������ڵ�¯�������Ѿ��ﵽ�˳�ǧ����Σ�¯���ͻ���ϵĵ�λ���Ľ�����2��0��38kg��t�֣�Ӧ��˵�Ѿ��ﵽ��һ�ּ���ˮƽ�ߡ�Ӧ��Ч���ȶ���״̬������Ҫ�������ͻ������Ʒ�ֵĿ�����ұ�����������������Ľ��������ֹ��̵��ȶ�������������¯�����ȡ�
��һ��¯���ͻ������ٻ���
¯���ͻ���ϵ���ٻ������ͻ���ϵĻ�ѧ�ɷ֡�����ṹ�����ֹ��չ��̵�һЩʮ�ָ��ӵ����������й�ϵ�����Ҫ����������ȫ˵��������Dz����ܵġ���ʮ���������Ƕ������������ͻ����֮��ĸ���������ѧ��Ӧ�����������о��������������������Ľ��ۣ�Ҳ��ֻ�Ǻ�۵Ļ��Ǿ����Եġ���������¯����ٵ�ԭ����·ֳ����ࣺ �ٻ�е�����ĥ�� ���ͻ���ϸ����ܽ⣻ �۸�����Һ���� �ܸ���������ӷ���
�����Ԣڣ��������Ϊ������������ԭ���������о�����Ҳ��ࡣ ת¯���ijɷ���ҪΪCaO��SiO2��FeO�ȣ���¯�����ƫ��ʱ������CaO��MgOΪ��Ҫ�ɷֵ�¯���ͻ������ʴ���أ�¯���������ͣ��෴����¯����Ƚϸ�ʱ����¯�ĵ���ʴ�������¯������Ҳ���������ߡ�������ֹ��������������ı��������հ���ʯ���������¯�������нϴ���ȵ���ߡ�¯���к��з����ӡ����������ӵ�ʱ�������۳��¶����ߵ�l700�����ϣ���Һ��ճ�Ȼἱ���½���¯�ĵ�����ٶȼӿ죬��������Ƚ��͡�����ת¯��ˮ�¶�ƫ�ߣ���ʹ¯��������Ӧ���͡�
��Һ�����ͻ�����ڲ��ijɷְ��������е�CaO��SiO2��FeO����Һ�е�Fe��Si��Al��Mn��C����������������������CO����ȡ���Щ����ɷֳ������ͻ���ϵ�ëϸ���У�����ͻ���Ϲ������������ѧ������ԭ�ͻ���ϻ���IJ������ԣ���ת¯�������¶ȼ����£��������ơ�����ͽṹ���ɣ��ϸ��˵�����ٹ���Ҫ���ܽ���ٹ������صöࡣ
��ˣ�Ҫ������Һ���ͻ���ϵ�������ʩ�У�a.Ӧ����¯���ͻ���ϵ������ʺ����Ŀ���b.���ͻ�����м�������Һ������ʪ�IJ��ϣ���ʯī��̼�صȣ�c.�ϸ������Һ��ճ�ȣ�������ұ��ǿ�ȡ����Ƴ����¶ȵȡ�
��¯�IJ��ϵĿ�����ʴ�����飬�ɵó�þ̼ש������ʴ����Ϊ��ʯī��������þʯ�౻����SiO2��Fe2O3��ʴ����Ӧ���ɵĵ����ﱻ��ʧ��
�ں�̼¯�ĵ��ͻ�����У�����̼���������ӿ�����ʴ�Ի�����ߣ�������̼����Խ��Խ�ã���Ϊ̼����Խ�ߣ�����ʧ̼��¯���ͻ���ϵĽṹԽ���ɣ�ʹ��Ч�����
ͨ���Ӵ����Ŀ��������о���ת¯ʵ�ʲ������Եó�һЩ¯���ͻ���Ͽ���ʴ�Ե���ʶ��
(1)��ˮ�ɷֶ�¯���ͻ��������������Ӱ�죬�ر��ǹ衢�ס���ĺ�����
(2)ת¯�յ��¶ȹ��߽�����¯���������ͣ��ر��ǵ��յ��¶���1700�����ϣ�ÿ���10�棬¯���ͻ���ϵ���ʴ���ʶ������������ӡ�
(3)���¯����������ڽ���¯���Լ����ͻ���ϵ���ʴ��
(4)�������MgO���������Խ���¯����¯���ͻ���ϵ���ʴ��
(5)�������FeO�����ᵼ��¯���ͻ������ʴ�Ӿ硣
(6)ת¯�������ڣ�����ȱȽϵͣ���¯����ʴ���أ�Ӧ���ð���ʯ������ʹ����MgO�����ӽ�����״̬��
(7)өʯ��¯��Ҳ����ʴ�����Ӧ��������өʯ�ļ�������
(8)����ʯ��þ����ʯ�ͻ�����У�MgO�Ŀ�����ʴ��Ҫ����CaO��������CaO���ڿ�������ͻ���ϵĸ��������ԺͿ������ԡ�
(9)Ҫ��¯���ͻ���ϵ�ԭ���нϸߵĴ��ȣ���þ����ʯɰҪ����������SiO2+A12O3+FeOС��3�������������þɰ��ʯī��Ҳ������Ҫ��
�ڶ���ת¯¯�Ľṹ
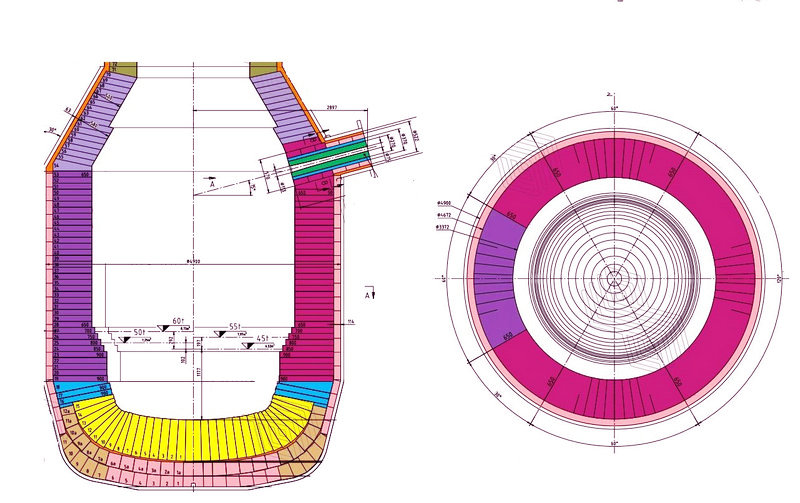
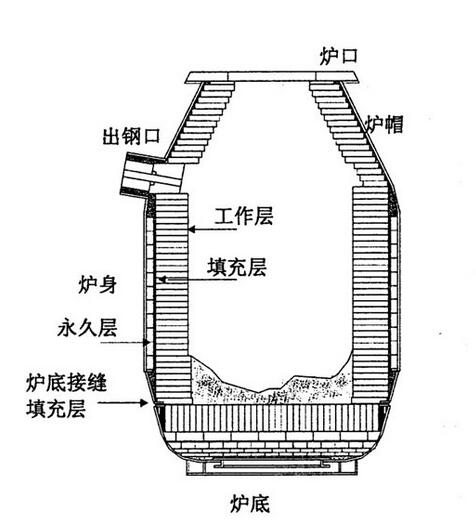
ת¯�ͻ����¯�Ľṹ���Էֳ�¯�ס��۳ء�¯�ڡ�¯ñ�����ߡ����ᡢ¯�ڡ����ֿڡ��״�����ש�����֡�
1�����ò�
���ò��ǴӰ�ȫ�Ƕȿ������õģ����ٳ����������������µ�¯��ʱ����һ���Dz���Ҫ����ġ����ò���һ��Ϊ230mm���ң����ս�þש��������Ҫָ�����ǣ�����ʱӦʹ���нϺ�ճ���Ե�þ�ʻ��ࣻ���������ò��зdz��õ������ԣ����Ժ����������ʱ�����ò�ᱣ�ֽ�Ϊ������
2���ۺ���¯
�ڲ��ʹ�ú��¯��ʱ���֣������ɸ�����ʴ���صIJ�λ����ʹ����ɵģ��������൱��IJ�λ��Ȼ�Կ���ʹ�ã�����Ϊ�������µ�¯�Ķ����ò����������ʹ�������һ���ۺ���¯������¯�ĵĸ�����¯�IJ�ͬ��λ����ʴ״̬ѡ��ͬ������¯��ש��
���ߡ���������ת¯¯����ʹ����������̵IJ�λ���ܵ���Һ��¯���ij�ˢ����ʴ�Լ�¯������ij�ˢ���ã�Ҫ��ʹ�ÿ���ʴ����õ�ש������
¯ñ����Ҫ��¯������ij�ˢ���ã��Լ�����ʱ¯�����罦���ã��ⲿ�ֳ�ש����Ҫ�����ǰ���͵�ש��¯ñ���ij�ש����һ������״̬����֮¯��ľ���ҡ���������ļ��ϡ�����ʱ�Ļ�е��ײ��ԭ������˵�ש�������ש�ķ����м��֣��ٽ��ⲿ�ֳ�ש�������װ��Ƥ����������Ƥ�۽���һ��ʹ¯ñ���ij�ש�����Ը��ã�������Ƥ����ຸ�ӽ�����������ͬ¯��������һ�𣻢�������¯ñ����שʱ������ʹ������֬Ϊ��ϼ���ճ�����ϣ�ʹ¯���и��õ������ԡ�
¯�����ij�ש���ر���װ�ϲ��¯��ש���ܵ���ˮ��¯���ij�ˢ���ã�Ҫ����нϸߵĸ���ǿ�ȡ� �۳غ�¯�ij�ש��Ҫ�ܵ���Һ����ʴ��Ӧ���кܺõĿ���ʴ�ԡ�
¯��ש�ij���Ϊ500��800mm������λ��ש������lm���ϣ�����ש�кܴ�������Ѷȣ�һ��Ҫ�ø߶�λ���ѹש�����͡�
ת¯¯��ש�����ø���������ϣ�����ù��ֽ��ܣ���������ש���м�һЩֽ�塣Ŀǰ�ij�ש�����þ̼ש����������һЩ��̼��þ����ʯש����Щש�ڸ����¾��в�ͬ�̶ȵ����ͣ��������ֽ��ܻ���Ϊ���Ͳ�������Ӧ����������ɳ�ש���ѣ��ƻ�¯�ĵ������ԡ�
�ۺ���¯��Ӧ���ݲ�ͬ���ҵľ��������ѡ��3��6����ͬ���ε�ש�֣��ֱ����������ߡ����ᡢ¯�ڡ��۳صȲ�λ����������õľ���Ч�档
3���״�����ש
��ת¯¯���е״�����ש��һ�����������λ��ש�֡��ڶ����ϴ����У��״�Ar��CO2��N2 ����ͨ�����ש����¯�ڵģ��ϸ�ؽ����״�����ש�Ѿ�������ԭ���ͻ�ש�ĸ��������һ���Ĺ�����������ˣ�һ�㶨�������ͻ����Ϊ�������ͻ���ϡ�
����ĵ״�����ש�ǵ���ʽ������ʽ�ģ������������㶥���ϴ������յ�Ҫ�����ڶ������ã������ü������Ƚ���ֱͨ��ʽ����ש��
ֱͨ��ʽ����ש���ɲ���ֹ�������þ̼���ͻ�����й��ɵģ�����ֹܺ����ھ�ѹ�����ϡ�����ֹ��ھ�1��2mm���⾶2.0��2.5mm��һ֧����ש��Ҫ���輸ʮ������ֹܡ�
ֱͨ��ʽ����ש���������ѶȽϴ��Ըߴ�����þɰ���ߴ�ʯī���Ӻ���֬��ϼ�Ϊԭ�ϣ����Ӹ�Ч�����������õȾ�ѹ�����͡�
ͨ������ש��¯�ڴ���CO2��N2��Ar���ڸ�ˮ���γɴ������ݡ�������ˮ��ʹ����ש�����ܱߵ�¯�׳�ש�ܵ����س�ˢ����ʴ�����ܲ��õ�������þ̼���ͻ���ϣ����������Դﵽ������¯��ͬ����ٵ�Ŀ�ġ���ˣ����¯�������ڼ�ǧ�����ʱ����;��Ҫ��������ש��
����ˮƽҪ��ߵĹ���ש��װ��Ԥ��װ�ã�����Ĵﵽһ���̶Ⱥᷢ�����������Ѹ�������ש����������ש����ͬһС��¯�׳�שһ���������ת¯�ֿ���װ�ó�һС��¯�ף�����ʱ����¯�ף����Ĺ���ש��ͬ�ܱߵ�¯��שһ��ȡ�������ٽ�Ԥ�����õĴ��й���ש��С¯��װ��ȥ���ӷ촦ѹ��þ̼��ѹ���ϣ���������ɣ�����Լ��7��8h��һ���µ�¯�ĵ�ʹ�õ�l000��1200¯ʱ������Ҫ��������ש�ˣ��¸����Ĺ���ש����ʹ��500��700�Σ�
4�����ֿ�
��ת¯¯���У����ֿ�ש����һ���������������ש�֡�����ת¯���ֿ�����ͨ�������ܵ���Һ�ij�ˢ��ʹ������ʮ�ֿ��̣�һ���������Ƚ϶̣�ԶԶ������¯��ͬ��ʹ�ã�ֻ��100 �����ҡ�����Ҫ�����������ֿ�ש��ÿ��һ��Լ��2��4h�����ֿ�ש����ʽ�Ϸ֣����Էֳ�����ʽ�ͷֶ���װʽ���Ӳ����Ϸ֣����Էֳ�þ̼�ʺ��ճ�þ�ʡ�Ŀǰ��Ϊþ̼��������ֿ�ʹ��Ч���ȽϺã����������������㡣����ש���Ըߴ�ԭ�ϵȾ�ѹ�����͵ġ�