��ͳ����¯�������ͻ�ש��̿ש��Ϊ¯�ף������������յĸĽ���¯��̿�ز����ݱ�Ϊ̿ש���̿�غ��ϵ����������գ����ں���Ϊ���嵷���������̿��Ƹ�Ϊ�ϸ�ֱ��Ӱ�쵽¯��������
1 ��¯ǰ����
1.1 �豸����
��1�����֡��缫�ѳ������ϹܵȲ�λ�������þ�Ե���ԣ����Ա�ѹ�����п����͵����飬�ϸ�ɽ�����һ��������

��2��ȷ����ȴϵͳ���缫ѹ��ϵͳ������ϵͳ��Һѹϵͳ����ѹϵͳ����������ϵͳ��¯ǰ����ϵͳ������ϵͳ������������
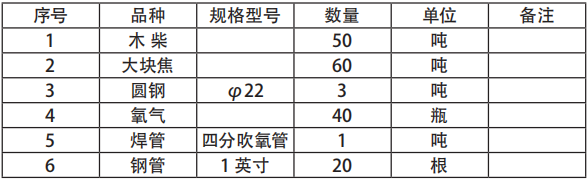
1.2 ԭ�ϵ���
�ڵ�¯�͵���ǰ��ȷ����齹����λ��������ԭ�����ڴ�����¯ǰ 24 ʱ��Ͷ�Ϸ������ϲ�������¯���ϲ֡�
1.3 ¯�����
1.3.1 ����¯�� �������õ�¯���ڳ�����ɨ�ɾ�����¯��¯�۴������ö������ʵ��¯�ڣ����Լ 200 �L���ý��۴�¯����������Ӳ���ʵ�����Լ 500mm�����ö���������¯�ڶ�ʵ���Լ 150mm���������¯��Լ�� 150 �L���Ա�¯�ڷ���ʱ���Ӷ�¯�ࡣ
1.3.2 �̵�¯�� ��¯���Ϸ�ƽ��һ���ͻ�ש����� 65mm ���ҡ����ͻ�ש�Ϸ�����һ�� 50 �� 100mm �Ľ����㣨7�֣���
1.3.3 �̵�ְ� ������õĽ�������ĵ缫�⾶����λ�ã��ú��5�� 12mm �ķϸְ���һ��ְ�㣬���������Ĵ��ݣ����ְ�������� 1 �O����ʱ��Ӧ���м俪 50 �� 100mm�Ŀף������ں��ϻӷ��ֵ��ŷš�
1.3.4 ѹ���������ܷ��� ��ѹ���������ܷ����ڸְ��ϣ�����һ����ͻ�ש�ܿա�ѹ��������������ľ�� 25 �֡�
1.4 ��¯Ȧ����
��1���ú�� 10mm �ĸְ������� 1000mm��ֱ��1900mm �Ŀ�¯Ȧ����¯Ȧ�ĺ���Ҫ�����ι̡�
��2����������¯Ȧ�����������ŵ缫���ģ��ڿ�¯Ȧ�ײ�����ƽ���������שʹ��¯Ȧ���������ש�ϣ�Ȼ��ľ�����Ȧ�ڣ��ٽ��齹װ��������¯Ȧ�ڡ�
1.5 �缫����
ǰ���������ú��缫ѹ�ŵ��ף��ɿ����ס�ͭ�ߣ����缫�ѳ���̧�����ޡ����ͭ���·��µĵ缫���Ƿ��Ѵ�ף����� 250mm ���ң���������缫�Ƿ�������������������߶ȣ�Ҫ������߶ȴﵽ 3000 �� 3500mm��ͬʱ������缫�������ֽ����ܷ⡣�缫�����γ��� 3200mm���缫�г�������λ1000mm��
1.6��¯���ϵ���
2 ����
��1������ʱ��Ϊ 8 �졣���������¯�ű��յķ������ڱ��յ缫��ͬʱ��Ҳͬʱ����̿��¯ǽ��̿��¯�ס�
��2�����濪ʼʱ�÷�����ȼľ���ϹܷŽ�̿��ľ���ס����ѹ��������ȼ��
��3���������硢ͣ��ʱ���¼���ȵ�ż�¶ȼ������¶ȼ�¼��30 ���Ӽ�¼һ�Σ���Ѱ�ҹ��ɿ����䵷���¶����ߡ�
��4������ڰ�����䵷���¶Ȳ�������ʱ����ת����Ρ�
��5�������¶ȿ��Ʊ�
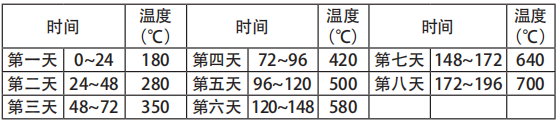
3 ���
3.1 ���ʱ��ʱ��Ϊ 7 �졣 ���ǰ��
��1�����ǰҪ�������豸�����о�Ե���ԣ�ͬʱ����ѹ������Ϊ 35 ���������ּ�����缫�������ܷ��鹤����
��2�����ε缫�����Ƶ缫�����˳���Ϊ2800��3000mm����������ؼ�¼���ѵ缫̧�뽹̿����100mm���ȴ��͵硣
��3���͵磺ȷ�ϱ�ѹ�����豸���쳣�����͵磬�� A��B��C ��˳�����½��缫�����ε���������ʾ�ҵ缫���л���Ϊֹ��
��4��ͣ����Ȳ�ȡ����缫ͬʱ�����ķ�������ͣ�������
��¯���͵�ͣ���ƶȡ�

����
��¯�DZ�������¯�����Ĺؼ����������Ҫͨ���Խ���͵��Ĺ��̿��ƣ�ȷ��¯���ȵ�ż�������Ƶ��ȶ��ɿء������Ƕ�������嵷����͵�¯�Ķ��ԣ�һ����¯�ڼ�¯���ѣ���ֱ��Ӱ��¯��������һ������£��жϺ�¯�ɹ��Ĺؼ���ΪͶ����� 3-6 ���£��ڴ��������¯���ȵ�ż��������������������������ô¯���������ܴﵽ�������ϡ�