CFB��¯�ͻ���ĥ���������䳣��ɹ�¯�¹�ͣ¯��Ӱ���¯��������ȫ���ȶ����������У����·�����ѭ����������¯�ͻ���ĥ������ԭ���������Ӧ�ķ�����ʩ��
������ע�������¹ʷ�����λ
��������ʮ���µ����У���¯��¯���������淢�� �������⣺
�� ��1��¯����������ĥ�ͻ�ע�ϳ�����״���䣬������¶������ͷ��������105 mm x 210 mm��
�� ��2��U�ͻ��Ϸ����ܳ��ֶദ�������ƣ��������5 mm���ҡ�U�ͻ��Ϸ�������¯��֮��Ļ��Ϲܷǽ����������ֲ����𣬲������ܻҡ�
������3������ʽ��������������̵��������̵���ע�Ϻ��ͻ�ש�ӷ촦���ֽ�ע��̮�����������������ֲ���������
���� ���⣬��������λ�����ֶദ��ĥ�ͻ����ĥ���ˢ�����ѡ��������
����3 ���������ԭ���������ʩ
����ԭ��֮һ����¯ʩ�����ղ��������ǵ��¹�¯��ע�������¹ʷ�������Ҫԭ��֮һ��
������ ��ע���ڽ���ʱ����ˮ�ȡ����Ʋ�����
������ʩ�������У���ע������ʱ��ˮ����Ҫ�ϸ���ơ�����Ҫ�μ����ҡ���ĥ�ͻ�����ֳ����ü����淶���������ˮ�����࣬��ע�ϳ��ͺ�����ڲ������ʸߣ�����ǿ�ȴ�ͣ��ر��ǵ��»���ʱ����Ȼ����ʱ��ӳ�����ˮ��̫�٣����������Բ��ã�����ʵ�������������ס���Ѩ�ȣ���ע��ǿ��Ҳ����͡�
������ ����ʱ��ͽ�ע����ʱ����Ʋ�����
������ע���ڽ�עʱӦ�������ֲ����������ʱ��̫�̣����ϻ�ϲ����ȣ���ʱ������������ײ����ֲ㣬ϸ�۸��ڱ��棬���ϳ��ڵײ������²���ǿ�Ƚ����װ��䡣��ע�ϰ�ͺ�30 min�����꣬��һ�ν�ע�����涨�ĺ�Ⱥ߶ȡ���ע��ʩ��Ӧ��>5�����ϻ����¶Ƚ��У��¶�̫�Ͳ��ϲ�����Ȼ���̣�����֡�����������ע��һ��Ӧ�������н�ע����ǰһ�㽽ע�ϳ���ǰ��Ӧ����һ�㽽ע�Ͻ�ע�ꡣ��ʩ����϶���������ʱ��Ӧ��ʩ����Ҫ����д�����
������ ��ģʱ����Ʋ��á�
������ע�ϻ�û��Ӳ�����ܽ�����ģ��Ӧ�ڽ�ע��ǿ���ܱ�֤����Dz�����ģ����ʱ�����ɲ��������ģ�壺Ӧ�ڽ�ע�ϴﵽǿ�ȵ�70%ʱ���ɲ�ģ��Ϊ������ģ����עǰ����ģ�߽�ע���ӦͿһ����͡�
������ ��ע������ʱ����Ʋ�����
������¯�����깤��Ҫ���㹻����Ȼ�����ڣ��Ա�ʹ�ͻ���д�ˮ�������������¯ʱ����ˮ�ֲ��ܼ�ʱ�ų������ͻ�㿪�Ѻ����䡣
������ ��¯�����ٶȺ��¶��ݶȿ��Ʋ�����
��������Ҫԭ���������϶Ժ�¯����Ҫ����֪����λ��
������1����¯�ǽ�¯�IJ�������Ȼ�������ų�������ˮ�ͽᾧˮ�ų���ͬʱ�Խ�ע�Ͻ��и��¹̻��Դﵽһ����ǿ�ȡ���¯֮ǰ��¯�IJ��ϱ���Ҫ��һ������Ȼǿ��(�㹻��������)�����ܽ��С�
������2����¯ԭ���˳����˶̣��������˿족��Ҫ�������ƶ��ĺ�¯���߽��У������ٶ�Ҫ����ƽ�ȣ�Ҫ �سֺú���ʱ�䡢�����¶ȣ��������¶Ȳ��������ڡ� 20�档��ֹ��¯���������¹��죬�ϲ��в�����ˮ�ֲ��ܼ�ʱ�ų�������ڴ�ˮ��ѹ�����߶�������ĥ�ͻ�㵼�����ơ����⣬��¯ʱ�¶��ݶ�Ҳ���ܹ��������������Ӧ����ʹ��ĥ�ͻ�㿪�ѡ������䡣
������3����ĥ�ͻ���ϲ����ֿ�(�緵���ȡ������������)������Ԥ������ʱ����¯�������ͻ����ˮ���������裬�ͻ����ˮ��ֻ��������ɱ��Ѻ����䣬Ҳ�Dz��ݺ��ӵ���Ҫ���ء�
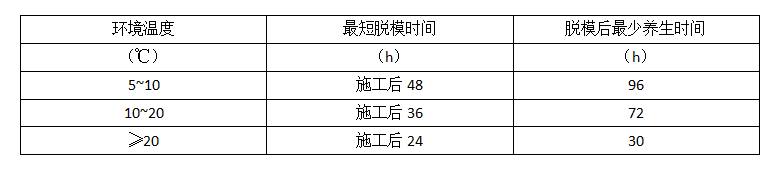
��1 ��ע����Ȼ�����Ļ����¶ȡ���ģʱ�䡢����ʱ��
�� ԭ��֮�����ͻ��ĥ�ṹ��Ʋ������ƣ�����ĥ�ͻ�ע�������������⣬�ǵ��¹�¯�����������ϸ����һԭ��
���� �� �ͻ���ĥ�������ͷ���Ʋ����������ڻ����������ͷ������������������ԭ���¹�¯��ĥ�ͻ�������Ⱥ�������ͣ����༷ѹ���������ơ�
���� ��1���������������̵���ĥ�ͻ�ע�����ͻ�ש���Ӵ����ͷ쿼�ǽ�ע�����ʵ��ӿ�����5 mm��Ϊ10mmԤ����ֵļ�϶����������Ҫ�����ͷ��ΪZ���Σ���ֹ��϶ֱ�ӹᴩ�����¯�ҳ�ˢ���²㡣���ͷ�������Ҫ��������ţƤֽ���ͻ���άձ����ֹˮ�ཬֱ�ӽ����������ڣ��̻���ռ�����������ϵ����Ϳռ䡣�������ͷ���Ƽ����1500 mm��Ϊ1000 mm��
���� ��2�������������̵��ͷ�������ȴ����������ע����(2.5 mx 2.5 m)��ΪС����ķ���(1.5 m x 1.5 m)���γ���������ͬʱ�������ͷ죬���ͷ���ȡ�3 mm��������Ҫ�����ǿ�Ľ��ϰ壬��ֹ��ʱ���Ρ���¯���к��ϰ�����ջ٣��ռ������ͷ졣
���� ��3�����������Ͳ���ظ߶ȷ�������ש��֧���а壬�Դﵽש��ǽ�ֲ�ж�ص�Ŀ�ģ�ͨ����Ͳ��ʵ���ͻ�ש�������㣬���һ���а�ﲻ��ж�ص�Ŀ�ģ������ֳ�ʵ�����֧���а��Ϊ���㲼�á�
���� ��4��������������ĥ�ͻ�ע���а���3���Ϊ4�㲼�ã������СΪ2.5 m���ﵽ��ע�Ϸֲ�ж�ء�
���� �� ץ����״�Ͷ���ǿ����Ҫ�Ľ���
������1����¯��Y��ץ������״��Ҫ�Ľ�����ʵ�̶Ȳ�����ץ������������Ҫǿ��
���� Y��ץ����ͼ��
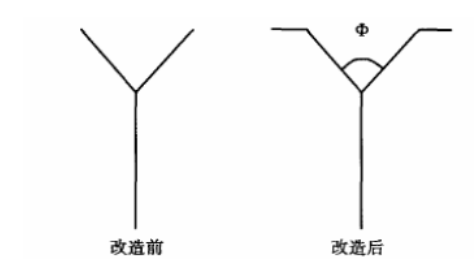
���� ץ������Ѽн�Ϊ60�� ~ 80��֮�䣬������ͷ��������10mmˮƽ�Σ�����������ǿץ���Խ�ע�ϵ�ץ����
���� ��2����¯�ڵ�ץ���������ڲ���塢�����ܡ���ܵȽ������ϣ�ץ�����Ⱥ������ϵ��ԶԶ�����ͻ���ϵ�����ϵ�������ץ��������Ϳ����Ԥ������ֱ�����ͻ���Ͻ�ע�Ӵ�,�ڽ����������ͻ���ϵĽӴ������Ʊػ��γ���״���ƣ������ͻ��������ѡ����䡣�ͻ���ϽӴ���������Ҫ������ۼ����ղ�����Ϳ��0.5mm���ϵ����ࡣҪ��֤�����Ũ�Ⱥ�ͿĨ��ȣ�����ž��������������������ץ��Ϳ���ᡣ
������ �ͻ���ĥ�������������ػܲ��ơ�
������ĥ���ϵĹ�������ʵ�ƥ���Ժͽ���ԣ��Բ��ϵ���ĥ�Ծ�����ҪӰ�죺���������ʧ��ᵼ�³��ͺ���ϱ���������ƣ�����������ʵĽ���Բ��ᵼ�³�ˢʱ�����ȱ���ʴ��Ȼ����ϱ������������������䡣��֤���Ϻͻ��ʵ�������ѡ�ú��ʵĽ�ϼ������Ӽ�������Ҫ����ͬ�IJ����������ң��в�ͬ�����Ϸ�ʽ�������û���˵������Ҫ��֤��ĥ�ͻ���ϵĸ�������ָ�꣬��֤�����������أ������¯����λ���й���������ָ���Ҫ��
�������⣬��ĥ�ͻ���Ϲ��˱������ޣ�3 ~ 6���£� һ�㲻����3����ʹ��Ч����ѣ�������ʧЧ�����ֲ��ϱ��治�����ܳ����ʣ�Ҳ����ɹ�¯�����������ϸ�
����4 Ԥ���취
����������������Ӧ��ȡ����Ԥ���취��
������1������ĥ�ͻ����ѡ�ͷ��棬����CFB��¯��ͬ��λ����ĥ�Ե�Ҫ���ò�ͬ���ܵ���ĥ�ͻ���ϡ�ʩ����Ҫ��ǿ�������ϸ���Ʋ���ʩ�������պ��������ؼ��������ȫ���̸��ټල����¯ʩ��ǰӦ���ơ�ѭ����������¯����ʩ���������鼰����������
������2����¯�������ҡ���¯������λ��ͬ�����о���
�����ڽ�ע���������������ά�������ͻ��ĥ����������ܡ�����������������ά��������ά�ں�¯�����л���ʧ����������ǹ�ͨ�Ŀ�϶����Щ��϶��ʹ��¯�����в�����ˮ����˳���ų�����ֹ�ͻ��ĥ����ˮ������ȥ���������ƺ����䡣
���� ��3���ڹ�¯��������̮���ĵIJ�λ����0 6mm������Ϊ1Cr13�ĸֽ�����ӹ̴�����������ץ��������ǿ�ȡ��ӹ̽�Ȳ�����0.5 m���ཽע�������25〜35 mm�����м���Ժ��Ӽӹ̣��ӹ̽���á�[������ʽ�Ͷ���庸�ӣ����ߺ͡�Y������ץ����V �ֿں��ӡ�
���� ��4�� �Ե���ʩ���ֳ��ijh������Ҫ���г�졣 ����ָ��Ҫ�ﵽ���������糧��¯�ͻ���ϼ����� �����Ĺ涨(�ر��Dz���ǿ�ȡ���ĥ�ԡ������ԡ��������ȶ��ԡ��������Ե�����ָ��)��
���� ��5�������ͽ�ע���ϵ����䡢�ִ���Ҫ���ϸ�GB/T 10325 - 1988��ִ�С�
���� ��6�����ݡ���ĥ�ͻ���ϵĶѷš�ȡ�������ա����ܺ�����涨�����ͻ�����뱣�²���Ӧ����ѷš��ѷ�����Ӧ�з��ꡢ������ʩ��
���� 5 ������
���� ͨ����ȡ���ϼ��������ʩ�������CFB��¯��ĥ�ͻ�ע����������⣬Ч���ܺá�