Ī��ʯ�ʸ����ͻ�ש��Ҫ��ͨ���ڲ����ڲ���ķ������ﵽ���ʡ����ȵ�Ч����������Ʊ�ԭ��������������������ף���Ҫ��ȼ�������ĭ������ѧ��Ӧ������ײ��Ϸ�������עģ�����䶳�����ԭλ�ֽⷨ�ȳ�������������ȼ����ֿ�����ͷ�ʽ�IJ�ͬ����Ϊ�������ͻ�ѹ�����Բ�ͬ���Ʊ����ն�Ī��ʯ�ʸ����ͻ�ש�����ܾ�����ҪӰ�죬Ϊ��̽����ͬ���ն�Ī��ʯ�ʸ����ͻ�ש��Ӱ�죬ʵ��ֱ��Ի�ѹ��������������ĭ�����ַ�ʽ�Ʊ�Ī��ʯ�ʸ��ͻ���ש���������������˶Աȡ�
һ��ʵ��
1.1ԭ�ϣ�ʵ����Ҫԭ�����£�ճ��������������(Al203)��99%������Ī��ʯ��A1203>65%����״��Al203��99.4%������ʯ����ʯ��ʵ�����õ���ĭ��Ϊʮ����������ƣ����õ�ȼ����Ϊ��ĩ�;۱���ϩ��ϼ�Ϊ����ϩ��(PVA)��
1.2�Ʊ�����ĭ����ʵ��ԭ�ϰ��ձ�1��1 #���Ԥ��4h����30~35%��ˮʹ���ϻ�ɾ��ȡ��ȶ��Ľ���;Ȼ����ĭ����ˮ���{�ٽ����Ƶ��ȶ�����ĭ��������b����ĭ��Ͼ��ȣ�ע�� 40mmx40mmx160mm��ģ���У��������Գ�ȥ�����ݺ�������������Ȼ����8~12h����ģ������110�湩��24h����1550���ճɲ�����3h �õ�Ī��ʯ�ʸ����ͻ���ש��
��ѹ����ʵ��ԭ�ϰ��ձ�1��2 # ���Ԥ��4h��������ϩ��ϡ�ͺ�����Ͼ��ȵķ�ĩ������10~15min����5MPa ��ѹ����ѹ�� 114mmx65mmx 230mm����ש����110��濾24h ����1550���ճɲ�����3h�õ�Ī��ʯ�ʸ����ͻ���ש��
��������ʵ��ԭ�ϰ��ձ�1��3#���Ԥ��4h����10~15%��ˮ�������ȣ����������ϡ�����ȹ��ճ����Լ����ķ�ʽ�Ʊ���114mmx65mmx230mm����ש����110��濾24h����1550���ճɲ�����3h�õ�Ī��ʯ�ʸ����ͻ���ש��
1.3�����������ֳ��ͷ�ʽ�Ʊ�����������ܶȾ�Ϊ1.0~ 1.1g/cm3��ǰ���£���ÿ�����������ܽ��ж�β��� ��ȡ��ƽ��ֵ��
�� �����պ��߱仯�ʰ��ղ��ù��ұ�(GB/T5998-2007)���вⶨ��
(2) �����߱仯�ʰ��չ��ұ�(GBa 3997.1-1998)���вⶨ��
(3) ��������ѹǿ�Ȱ��չ��ұ���GB/T 3997.2-1998)���вⶨ��
(4) �������ȵ��ʰ���ұ����ҵ����YB/T4130- 2005)ʹ��ƽ�嵼����(PBD-12-4Y)���вⶨ��
(5) �����ĸ��º��������¶Ȱ��չ��ұ� (GB/T5989-1998)�涨����ʾ��-���·����вⶨ��
2 ���������
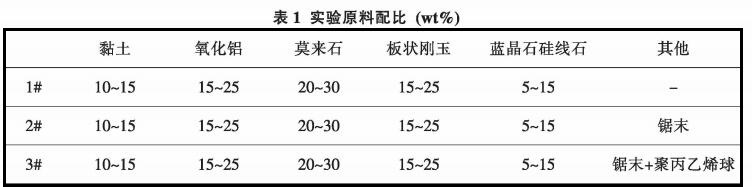
2.1���ͷ�ʽ���߱仯��Ӱ��
��ͼ1���Կ�����Ī��ʯ�ʸ����ͻ�ש������1550���ճ�3h������ĭ���Ʊ�����Ʒ����������ﵽ2.4%;�����ü�ѹ���Ʊ�����Ʒ����������С����Ϊ1.3%����һ����������1620����¶�������12h��������ĭ���Ʊ�����Ʒ�����������ʷ�����СΪ0.73%;�����ü������ͷ�ʽ�Ʊ�����Ʒ��������������ﵽ��1.56%��
������ĭ���Ʊ���Ī��ʯ�ʸ����ͻ�ש�����պ��������ʴ��������������С���ص㣬����Ҫԭ������ṹ���Ӿ��ȣ����Ŀ��ֲ�����-������������ֲ����ս���ӳ�ֵ��µġ���һ���棬���û�ѹ���Ʊ���Ī��ʯ�ʸ����ͻ�ש�պ��������ʺ������������ʾ����Լ������Ʊ���ҪС������Ҫ�dz����̵���������ͬ���£����û�ѹ���Ʊ�����Ʒ���ճɹ����л����һ���̶ȵ����͡�
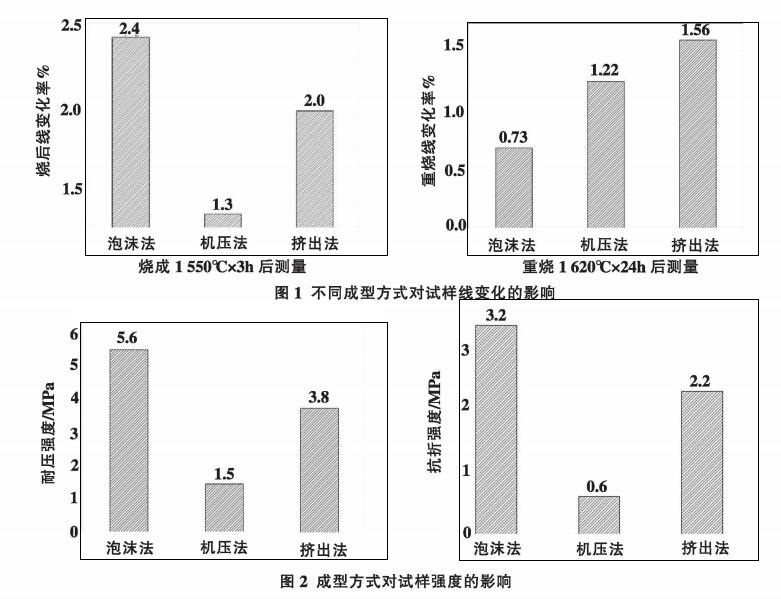
2.2���ͷ�ʽ��ǿ�ȵ�Ӱ��
��ͼ2���Կ�����������ĭ���Ʊ���Ī��ʯ�������ͻ�ש���нϺõ���ѹǿ�ȺͿ���ǿ�ȣ���ѹǿ�ȴﵽ5.6MPa������ǿ�ȴﵽ3.2MPa;�����û�ѹ���Ʊ�����Ʒ��ѹǿ�ȺͿ���ǿ�Ⱦ��ܵͣ���Ϊǰ�ߵ� 1/4������ǿ��ƫ�͵���Ҫԭ���ǻ�ѹ������������ġ����Ժ�Ч��ЧӦ���������Ʒ�����ڲ����ơ�
3 �� �ۣ�ͨ���Ƚ����ֲ�ͬ���ͷ�ʽ�Ʊ���Ī��ʯ���ʸ���ש�����ܣ����ǿ��Կ�����������ĭ�����и���Ч���á�ǿ�Ⱥá������߱仯��С���ŵ㣬����������Ե����ơ�