�С���Ƶ¯������������Ҫ��ɲ��� ,Ҳ�ǹؼ�����������������ʢװ��������ұ�����������������ž��ȡ���Ե�ʹ��������������������IJ��ʳ���Ҫ����ұ��Ҫ�����������������һ���ĵ����������������ȷѡ���ͻ���Ͻ�����¯���ϸ���¯����¯����Ч�ӳ��С���Ƶ¯¯�ĵ�ʹ������ ,�����Կ��������ɱ�����Ҫ������
һ����¯�豸��������ѡ��
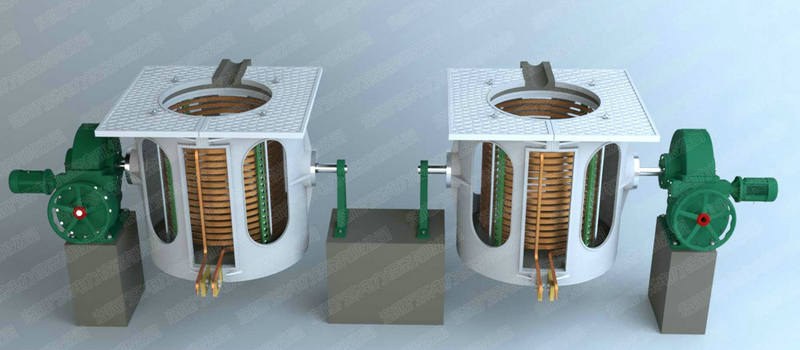
��¯�豸 :ʹ��������綯�����������䱸����Ͳ�������©����ƽ�����С���Ƶ¯���������������ͻ���ϻ�ѧ���ʵIJ�ͬ�ɷ�Ϊ���ԡ����ԡ�����������ѡ��ʱ��Ҫ���������������ijɷֺ�ұ��������ѡ�������ͻ�����������������������ɹ����ͻ���ϴ����� �����ɹ�ʯ����ʯӢɰΪ������Ȼ��ʯ�����
�����������ͻ���ϵ�Ҫ��
���ݸ�Ӧ¯�Ĺ���ԭ�����ڲ�Ӱ��¯��ʹ�������������������ڵĺ��Խ��Խ�������������ڲ�ֱ������½�����Һ�Ӵ��������Ӵ�ˮ���Ӧ���������²�ܴ���������������������ͻ�����н��ϸ��Ҫ����
�����ͻ����ʹ����㷺����ʯӢɰ��ʯӢɰ�Ĵ��Ⱥ����ͻ�������й�ϵ����Ϊ�������� ��ʯӢɰ�е�SiO2����Ӧ����98% ,�����������ر��Ǽ������������ CaO��Na2O����ӦС��0.2% ,��Ϊ�����ܹ���SiO2�γɵ��۵�Ļ����������ʯӢɰ���ͻ�� ,�Ӷ�Ӱ��������ʹ��������ͨ��ʯӢɰ��ʹ��֮ǰҪ���д�ѡ ,�Ա��ȥ�������� ,��ֹ©¯��
������ȦͿĨ���ʩ������
ͨ����ʹ���ͻ�����Ϊ��ȦͿĨ����������ȦͿĨ���ʩ������ʱ��Ӧ����ȦͿĨ���ϵ�������������������¯�����Ĺ�һ��Ǧ�����������Ȧ�İ�װλ���Ƿ���¯��ͬ����ʩ��ʱ��ҪʹͿĨ��Ƕ����Ȧ���Ѽ���Ϳ��Ӧ�����ϴ���С�ĵ�״�⻬��ƽ�����ڱ�����Ϳ����ԼΪ 8��10 mm�������²���Ϊ 12��15 mm���Ա��ڲ����Ƴ��������¯��.Ӧ������С��Ȧ�ײ�/������Ȧ����Ӧ�ĵ�¯�ײ�֧�нṹ (�罽ע�ڵ� )֮��ļ�϶��ͻ����ߴ�����Ŀ������ʹ��ȦͿ�ϲ����¯�ײ���֧�нṹ�γ�һ�������ƽ����Բ������ʹ¯���������ͻ���ȴʱ��������⻬�ı����������������Է�¯������ʱ������Ӧ�������������� �µ���Ȧ��ϴ����ͿĨ��������24 h����Ȼ��������С��������� 6 h����Ȼ�������������ڹ�����������¯��ˮ��ϵͳ��ͣ��״̬������ 250 �����¶ȶ�ͿĨ����к濾����ɴ�����
�ģ���ע�� (��)������
�ڿ�ʼ�������ǰ��Ӧ�������ý�ע�� (�� )����ͨ��������˵��¯������һ��¯�������ʹ�Ժ�Ľ�ע�� (��)������¯�Ĵ�ֱ�����γ�һ���Ͳ�-�ͲĵĽӺ����������ڷ�ֹ��������ڽ���Һ����ע�� (��)�·��γɵĺ������ƵĿ�������ͬʱ��Ҳ�ڸô������ͻ���������������������.��ע�� (��)���ͻ����Ӧֱ������ȦͿĨ�ϽӴ������ڱ������4��5 mm����������ú��С������ȷ�ʽԤ�ȶԽ�ע�� (��)���к濾��
�壺��ڱ��IJĵİ�װ
�ڲ�ڱ��IJ��ϰ�װǰ���������ȦͿĨ��Եؾ�Ե���費С��2 M��,�ڲ�ں͵ײ����� ��ĸ��ͱ����缫�� (�����ɸ�� )��ʯ��/ʯ�ް����ͨ�������IJ���˳�䳤�ȷ�����¯�����������ź���˵���ȦͿĨ��������ÿ�鱳�IJ���֮������50��60 mm������֮����ƽ������������� ,���ִ�ӷ���¯�Ͳ�ڴ��ʱ�ᱻ�ǽ���ʹ֮����ȦͿĨ��ܺõ����������IJ��ϳ���Ӧ��δ����¯��ʱ��¯�Ÿ߶ȳ�100 mm����¯�����з���¯��.
����������������Ӽ�
����������Ӽ������õ�������ʱ��ʹ���ͻ����������ʱ�������һЩ���Ӽ��������ᡢ±ˮ������ˮ������Ŀ����Ϊ�˸����ս������������ս��¶�������ս�������Ӧ����㷺�����Ӽ������� (H3BO3 ) ,�京�������96% ,����С��0.5 mm,���ʱ���ȷֲ���ɰ��������������Ӽ���������ͬ���ʺ���;�������������������ͬ�������������������������Ϊɰ���ص�1.5%��2.0% ,����ļ��������ܹ��� ,�����ʹ�ͻ���ϵ��۵㽵�� ,ʹ�����Ĺ����¶��½���
�ߣ�¯�״��
�ڵײ�����ü�©�ӵؼ�˿����©�ӵؼ�˿��������90�����ϴ���¯�����������ýӴ�����ȷ�ⶨ¯��¯���ľ�����ʹ������©����ƽ�����¯�IJ�����ÿ�μ�����ɢ��Ѻ��ԼΪ125 mm��ÿ����Ϻ����ô���Ͳ�ʹ¯�IJ���ƽ���ķֲ���ʹ��������綯�������4�������ܵ���ˮƽ�ǹ�ȥ����߶ȵ�¯�IJ������������ܶȲ��ߵIJ�����ȷ����ˮƽ���������ɺ���¯��¯�ĺ��Ҫ���ڱ�����¯��¯�ĺ�Ȳ�С��30 mm��
�ˣ�����ģ�ķ���
������ģС�ķ���¯����ȷ������ˮƽ����Ǧ���߽�����ģ��λ��¯����������ȷ����¯��¯���IJ�ں�Ⱦ�����������ģ��бШ��ê��װ�ù̶� ,�����ۿ��������ģ�ײ���
�ţ���ڴ��
����ģ��λ���̶��������ô��潫����ģ��Χ����¯�IJ�����ӵ�¯��¯�ı��������������ټ�����¯�IJ��Ͽ�ʼ��ڴ�Ṥ����ʹ������©����ƽ�����¯�IJ�����ÿ�μ�����ɢ��Ѻ��ԼΪ100 mm��ÿ����Ϻ����ô���Ͳ�ʹ¯�IJ���ƽ���ķֲ���ʹ��������綯�������4�������ʱ������С���Ƶ¯����ȷ����һ������Ϊ0.5��1 tÿ��2 m in��2��4 tÿ��3 m in. ��¯���������ɺ� ,��ȥ���������(Լ100 mm)�IJ�ڱ�����