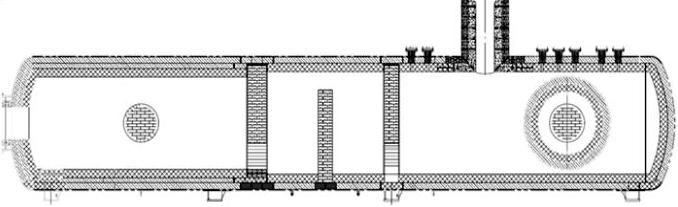
ʪ�������գ�������Ч�������ֹ����µĺ���������Һ�Ȼ��������¯�Ǵ˹��յĺ����豸����̨����¯Ϊ��ʽ¯������¶�1450�棬�����¶� 1100�棬���ѹ��35KPa������ѹ��29.6KPa��¯������¶�260 ��343�档 ȼ��¯�ڳ�3���ͻ�ש��1�� AL��90 ����ש2��LG140��0.8L����ש����������2���ͻ�ש��һ��AL��90����ש��1��LG140��0.8L����ש�������ӹܴ��������½�ע�ϡ����⣬�ڶ�����ǰ�Σ�����3�µ�ǽ����ʹ��Ӧ����֡�
һ������¯�������з��������⼰��������
����¯��Ͷ�����У�������ڷ���ȼ��¯�жΣ�ǰ��ǽ���в���ǽ֮���²�Ͳ�壩�Ᵽ����Ƥ���ֹ��պۼ�������������¶ȴ� 500�棬���س��£��漴ͣ¯��飬�ڲ�δ�����������Ƽ�¯ש̮�������
1.1������ԭ�����
��1��¯ǽ�ײ���Ʋ�������ԭ����У�Ϊ��֤¯ǽ��ǿ�ȣ�¯ǽ�ײ���������ש����ϵ���ߴ�2.4W/M.K������Ч���ȣ����������ݵ��ֿ��ϣ����³��¡�ԭ��ƴ��ȼ������ 1���ֿǼ����¶� 471�档
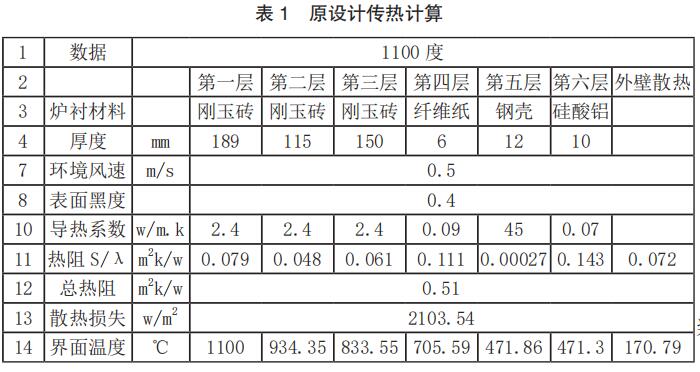
��2�����ͷ���Ʋ�������1100��ʱ����ש��������Ϊ0.9%��2088=18.79mm ���ʱ�ټ� 50%��������������������Ϊ30mm���ң���ԭ����У����ͷ�ߴ�Ϊ��22+20+29=71mm��Զ�������ͷ�ļ�����ֵ��
��3��ԭʼ�ͻ�ש������䲻�㣬�����������뵼��¯���¶ȳ��¡�����Ҫ�ҽ����Ͷ�Ӧ��90%����ԭʼ���������ѿز��ϣ��ҽ����ͶȲ��㣬����ש��û��ͿĨ�ҽ�����ʩ�������У��Ͽ�����������ȷ���ҽ������ȡ� 90%���Ա�����������ש�졣
��������¯������������Ĵ�������
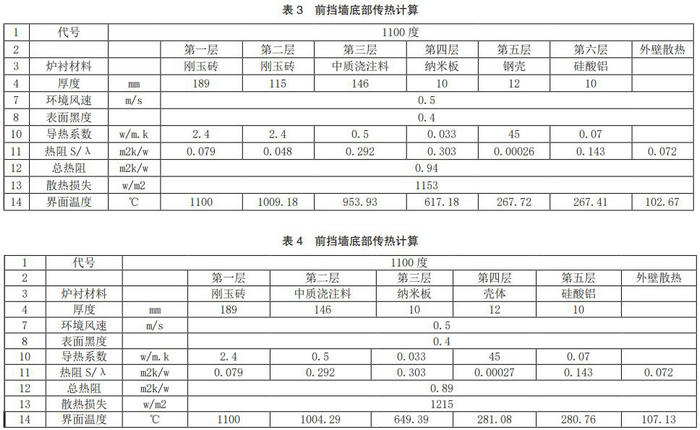
�ۺ�����ԭ����ͣ¯������ǰ��2�µ�ǽ����ǽ֮����ͻ�ש�������ͻ���Ͻṹ�����Ż������巽�����£���1����ǰ���е�ǽ�ײ�180������ש������Ϊ1.4 ���ʽ�ע�ϣ����ǿ�ȼ��������� ������ע�Ϻ�ǰ��ǽ�ײ����ȼ������3���ֿǼ����¶� 267�档 �е�ǽ�ײ����ȼ������4���ֿ��¶� 281�档
����ʹ�þ����ܽ�
����¯��Ͷ�����к���һ��ʱ�䣬��������dz�����������ں������й����У��������£��γɰ�ȫ���������µ�ԭ����Ҫ���������㡣
��1��ԭʼ������⡣¯ǽ�ײ���������ש����Ч��� ���ͷ�ߴ����������ԭʼ���û�п������������ɡ�
��2��ԭʼʩ�����⡣¯ש�佬�ϲ������������������뵼��¯�ڳ��£���Ҫԭ�����ԭʼ��¯ʱδ�ϸ������Ҫ��ʩ���������С��ͻ���ϵ��������ܶಽ���漰�����ι��̣����ι��̵ļ���������֮�أ���ؼ�鵽λ��
ͨ�����μ��ޣ���������˷���¯��ڳ��µ����⣬�ں����Ĺ��̡����������У�Ӧ��ȡ��̨����¯�ľ��飬����ͬ���������ٴη�����