����Ŀǰ������ש�������Բ��ü�ѹ���ͺ��ճɹ��գ��Ӷ��γ����ף��Դﵽ����Ҫ���ܶȺ͵����ԡ������ճɹ��գ������ϸ�������Ĵ�С���Ӷ���֤�䵼���ԡ���õĸ���ש������Ӳľ��ĩ�����ֲ������ϡ�У�����ˮ���������ľ�����������������˸����������׳ߴ磬��Ȼ�⽫�����ӳɱ���

����һ��������ȼ�������ϣ�������ֿ�ȼ�����Ǿ�ĩ����ô�������ڽṹ������ˮ�֣�Ȼ���ĩ����ˮ������з������ͣ�������̻����1�ܵ�1���¡��ٴν�����ԭ�ϻ�ϲ�ͨ��ѹ����ѹ���͡����ͺ��ש���п�������������е�ˮ�ֺ���Ϊ25%~40%��������Ҫ�ϳ�ʱ�䡣���������ש�������˸���Ҥ����100���¸�����ճɻ��ڣ�����ש����װ��Ҥ����ש��Ҥ������ű���С�ģ���Ҫ��ש����Χ�����㹻�Ŀ�϶�Ա�֤������ͨ��ͬʱ��֤��ĩ�������г��ȼ�ա������ٶ�Ҳ�������п��ƣ����ⷢ���¶������ĩȼ�ղ���֡������ٹ����ϳ���δ���ȼ�յ�̼�ۼ���
���������Ÿ�����ճɹ��̣�����ש���������С��Լ30%��ש��ͨ����е�ӹ��Ƴ�������ש�ͣ�ש�ijߴ��ڴ˽���ȷ���ơ�ש��ʵ�ʳ�������Ҳ��ı�������״�����ǻ���Ϊ��Щ������С����״�ף�����ʵ�ϲ�����ˡ��ڶ�������£�������ͨ����ש(230mm��114mm��76mm)��114mmһ��������䵼���ʣ����ͨ��76mmһ�棬�����ʻ����20%��������Ϊ������״�����˸ı䡣
�������ש�����ṹ����ͨ�����ݹ��ճ��ͣ����еĻ�ѧ�Լ������������������������ƣ�������ô˰취������Ͻ�ע������ģ���У�ģ�߿�����ש�ͻ������͡�����ש���ͺ���ȡ��������ճɡ�Ȼ����ͨ����е�ӹ��������ɸ���������״��
�������������������ŵ��ǣ������ߣ����ڲ�Ҫ������ָ�꣬������������ܶȵĸ���ש��ȱ���ǣ����ѿ������׳ߴ�����ֲ��������ܶȵͣ��Ͱ�����Ҳ��֮���͡�
��������п��ܲ��÷��ݷ���ͨ����������������ĭ����ô���õ��ϺõIJ�Ʒ�������׳ߴ�ͷֲ�����ѿ��ơ�
������ͼ3��ʾ����-��ͼ���Կ�����������Խ�ߣ��ּ��¶�Խ�ߣ��������������ܶ��������Խ��ͣ�������Ҳ���͡�
����
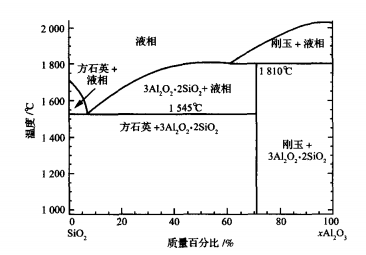
����ͼ3 ��-��ͼ
����33����34������ש�ɺϳ��������Ƴɡ������ܱյ����ף��䵼���Բ��������¶Ƚ��ͣ��������dz��ߵ�ƽ���¶�ʱ�䵼�����ٶ���������ͼ4�ͱ�1��ʾ��
���� 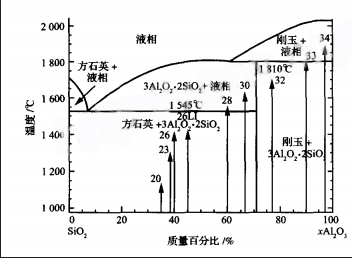
����ͼ4 33
������34������ש�Ա�
����
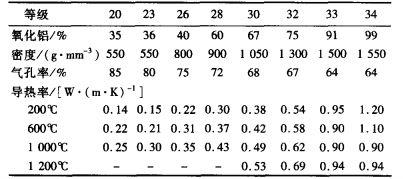
������1 ���ȼ����ϲ�ͬ�¶��µ����ʶԱ�
������ֹ���������õĸ����壬����Ӧ���������һ���ԣ�����ijЩ����£�������һЩ�����в��ܴ��ڣ���˲���������һ����̼��������߶��нϴ��½�����ij�̶ֳ�������̼�⻯�������һ����̼������450����ͨ�������κ�������ʹ̼���зֽ⣬����̼�⻯������700���·ֽ⡣�⽵���࣬�ڴ�Լ1080����ʹ��ת���ɽ����衣��ͬ�����и�С�ķ��ӣ�����������б��ָ��ӻ�Ծ�������¶ȱ仯����ĵ������ǿ�����5~7����
�������еĸ���ש�����ʱȿ����и�3������˿���֮���¯��������һ������Ҫ���о����⡣
��������ש��ѡ��
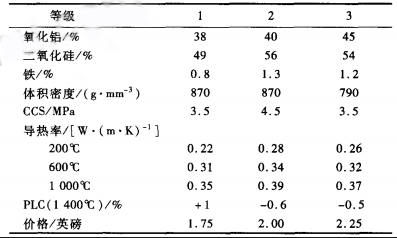
������2�г���3�ָ���ש���͡�3��ש�����������ߣ��������ͣ��ܶ�С������������õ�ש��1���2��ש��������2%���ܶ���ͬ��1��ש�����Խϵ͡�1��ש��PLCΪ+1%��
������2 3��ש���ݶԱ�
����
����������һ�����Ӽ���ʹ�����ӽ��ܣ��ڸ������γɸ����Һ�࣬��Ҳ�����䵼���Խ��͵�ԭ��
�������1��ש����Բ����֧�Žṹ������������䣬��������ѹ�������ã���������Ч��ʧ��;������ڲ�����1300��ı�������ש������ʹ�Լ۱���õ�ש��
�����ж�ש�Ƿ�ʹ�û���Ҫ֪��ijһ��ש����ʲô��λ���������ܲ�������Щ������Ҫ�ġ�