����2500t/d���ɷ������ߦ�4mx60m��תҤ��һ���Ե��Ͷ�ϳɹ�������Ҥ���ճɴ��ͻ�ש����ʹ�������ֱ�Ϊ338d��343d��ȡ�������õľ���Ч�棬�ֽ�ʹ�������������н��ܣ��Թ��ο���
����1 Ҥ���ͻ���ϵ�����
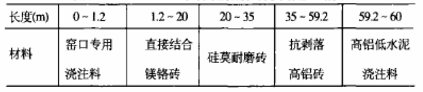
������Ҥͷ��Ҥβ0m~60m�ͻ���ϵ����ü���1��
������1 ��4m��60m�ͻ���ϵ����Ƽ���1��
����
����2 ���ͻ�ש��Ҫ��
�����ͻ�שӦ�����γߴ���Ϲ����ƽ�������̳ߴ�������1mm��ȱ�Ǵ���50mm�����ѷ��ש���������ʹ�ã���ˮ�����ܺ���ͻ�ש������ʹ��(���ˮ��ǿ�ȼ�����ָ�겻����Ҫ��)��
����3 ��֤�ͻ�ש��������
����(1)����ǰ��Ҥ����뱣��������������ɰ����ɢ��������ʴ��Ͳ������ĥ�ɾ�����ɡ���֤Ҥש����ҤͲ����ʵ�ؽӴ������䲻���з�϶��
����(2)��שǰ������ˮƽ����Ҥ����ÿ��3m�ĵط��ҳ�ҤͲ�������λ�á�����ī�����������ڵ�ҤͲ������Ϊ�˵㣬����ҤͲ�������ߡ���Ҥͷ��ש��ʼ��Ϊ����ÿ��1m����ҤͲ�������ߴ�ֱ��ԲΪ�ο�����ֹͬһȦש����ͬһ��ֱ���ϣ�����ƫб��Ϊ�Ժ������춨���õĻ�����
����(3)��שӦ���ϡ�ש��ֱ���ҿھ�������ƽ����ͷ������Ҫ���Ͻ��ͻ�ש��Сͷ�ߵ����ţ�Сͷ�ҷ첻Ӧ���ڴ�ͷ�ҷ죬��������Ȳ��ܳ���1.5 mm������ֱ�ӽ��þ��ש�����Դ�ÿȦשҪ��2mm�����ͷ죬�ɲ���ֽ�������������������ͷ졣������Ƥ����ʵ�����Բ�������������
����(4)���������Ȳ�Ӧ����2mm�����ü����������죬Ӧ�����Ǿ��ȵطֲ���������ש���ڡ�
����4 ��Ҥ�ƶ�
����4.1���¼�תҤ�ƶ�
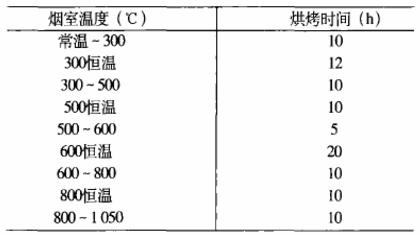
����Ҥ�������ú濾����������Ҫ�����ݸ����ͻ���ϵ�����ָ�꼰�ۺϸ��ͻ���ϳ����ṩ�Ĺ���Ҫ�������ƶ���ȫ�µ�Ҥש�����ƶ�(��2)���̳��ƶ�(��3)��
������2 Ҥש�����ƶ�
����
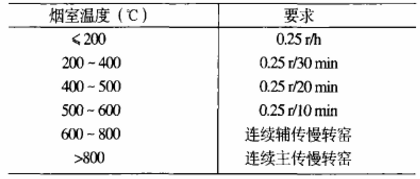
������3 ��תҤ�����̳��ƶ�
����
�����ڸ���Ҥש����20m���濾ʱ�����ٶȿ�����20~30��/h��Ϊ����;����ש�ij�����20m����ʱ���濾�����ٶ�Ϊ40 - 50��/h(��ֱ�ӽ��þ��ש�϶�ʱȡ��ֵ)��ͣҤ���ճɴ����Ա���300�����¶�ʱ�ɿ�����125��/h���ҡ�
����4.2 ����Ҫ��
����(1)���š������£�����ͷ��ԭ�����������¹����жϡ�������¹����жϣ����ʵ�ʽ������¶ȿ�ʼ�������ƶ��������¡�
����(2)�ž�����ԭ������Ҥ�´���Ȳ���������ע���������תΪú�ͻ���ʱ���¶ȱ仯���Է������������ש�汬�ѻ���䡣
����(3)��������������Ҥβ�¶ȵ���500�棬��Ҥʱ����룻Ҥβ�¶ȸ���500������������תҤ��
����5 ��ҤƤ
�����Һ�ҤƤ���ӳ��ճɴ��ͻ�ש���������תҤ��ת�ʵ���Ҫ���ڡ���ؼ������Ͽ�ѧ�������������ڹ�ҤƤ�����У�һ��Ҫ���ջ�����ϵ����ճɴ�ʱ��ʱ����ιú��Ҥ�٣����ȶ��ճɴ��¶ȡ��¶�̫����������������Ҥ�ڡ��Ƴ���������ĥʴ�ͻ�ש;�¶�̫�ͻ������ϣ��γ����ɼ���ҤƤ���������䡣
����5.1 ���Ϸ���
��������ʯ��ʯ��ɰ�ҡ������������ϡ�ԭúƽ���ҷ�Ϊ24%��ƽ���ӷ���Ϊ23%��������ƽ��Ϊ5500x4.2kJ/kg��Ϊ��֤����ҤƤ�ι̡�ƽ����������ҹ�˾ɰ���м��ƫ�ߵ��ص㣬���á�����һ�С������Ϸ�������KH0.90��0.02��SM2.7��0.1��IM1.7��0.1��
����5.2��ҤƤ����
����(1)��Ҥβ�����¶�8��ʱ��Ҥ��ι��5t����(Ҥ���ǰΪ�ѻ�úĥ��ιúϵͳ���Ǽ�����ιúϵͳ����ĥ��5tʯ��ʯ��������Ҥ��)��Ϊ��ҤƤ������
����(2)��һ�ι�ҤƤ��ʼι������������Ʋ�����60%��ע��Ҥ����ι����ƥ�䡣��Ҥǰ���ճɴ���һ��ҤƤ�㿪ʼ���ϣ�ע�Ᵽ��Ҥǰ�ʵ�������ǿ�ȣ����������ӵ�120t/hʱά���ȶ�����Ͷ�Ϻ�48h������150t/hά���ȶ�����72h��ҤƤ������ɣ�����������Ʋ���(ͼ1)��
����
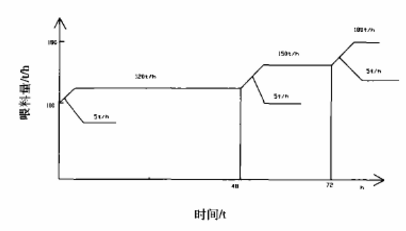
����ͼ1 �״ι�ҤƤʱι�����Ŀ��ƽ���
����(3)��ú��λ�ö���Ҥ����30cm����ͬʱ��ƫ�ϣ��̻�����ơ�����̫���������������У�����ҤƤǰ����᳤��ҤƤ����������ι���������ӣ���ú������Ҥ���ƶ���ʹҤƤ��һ���ĺ�Ⱥͳ��ȣ��������ﵽ��������ʱ��ú��ҲӦ��������λ�á�
����6 ���������е�ҤƤ����
���������������У�ά���ȶ����ȹ��ƶȣ������ô�Ƥ�ǹؼ���
����6.1�Ѻ�ԭ��ȼ���Ͻ�����
����ʯ��ʯ�������࣬�����������ǷֶѴ�ţ������Ұ�ȡ�������������ʹ�á�
�����ϰ�ԭú����������5500x4.2kJ/kg��ԭú�����볧��ԭú������������⣬ÿ��������6̨����ж��Ƥ������18̨����ж��Ƥ������PLC���ƣ�����ͣ����úС���˹����ƣ��̶���һ�����ú������һ��������һ���⣬����ѭ���������ڽ�úС�������С������������λ��ǰ��װһ���г̿��أ��ý�úС����������֮���Զ��������߲��ϣ��Ծ���ԭú��
����6.2 ϸ�ȵĿ���
�����������ϵ�������ʵ�����������ƶ�����ϸ�ȵĿ��Ʒ�����
�������ϣ���������ϸ��0.08 mm����ɸɸ���15%��0.2mm����ɸɸ�����0.8%;��0.08 mm����ɸɸ��< 15%����0.2 mm����ɸɸ����鳬��0.8%�������0.08mm����ɸɸ���13%��
����ú�ۣ�ú�����ط���ʵ����SDT���ط������Ͻ��У�ʵ������ʾ��ú��ʧ�ؿ�ʼ�¶�Ϊ435�棬ʧ�ؽ����¶�Ϊ640�棬��һ����úƫ�߽϶࣬ȼ�ջ��Բ��˿���ú��ϸ�ȡ�8%��
����6.3��ú�ܵĵ���
�����������������ķ����ú������ɻ���̫�������������ĸ�ҤƤ�������Ȧ��β�¸�;�������������ɻ���ֶ̡���ɢ��������ʹ���Ͻ����ִ��ֻ�����������ʴҤƤ�����Ҫ�ڹ۲��ڵ��������¶ȡ���״�����ȣ�ȷ�����濿���ϲ�������ϣ���֤�������϶������ֲ�ɨҤƤ����������������Ҫ��
����ȼ����������ֲַ�����������Ϊú�ҡ����ϵ��γɵ��ս������ȼ�����Ķ˲���Ӱ����ú�ͷ��������ֲ������Ҥ��ǰ��Ӱ��ϴ���ʱҪ��ʱ����ս��
����6.4�ȶ���Ҥ������
�������Ͼ�����ж�ϣ����п��Ҳ���Ա�ֶ����ƣ�����Ա������Ҥ�����ֲ��أ���ͣ���Ͼ������ж���ķ�������Ƴ�������λ����ʹ��Ҥ������������������(20-40t)���������ԣ����ڳ����ֲ��ز��ȣ���Ҥ����������Ȳ���(���������ڡ�20t/h����)��Ҥ����������ʱ仯����������������Ͼ������ж��б�ۣ���֤�������ϳ�ͨ�������������綯ִ������λ���ָ�����Զ����ƻ�·���ȶ���������λ��35~40t֮�䣬ʹ��Ҥ���ϲ������ȶ��ڡ� 5 t/h��ȷ���ȶ�Ҥ�ȹ��ƶȵ��ȶ���
����6.5����
����(1)����ҤƤ���䣬Ӧ�ı���λ�ã����Ͳ�����Ҥ�٣�����ϵͳƽ�⣬���²���ҤƤ��ʹҤͲ���¶Ȼָ�������
����(2)��ǿ�������Ż����ղ����������ȱ�һ�ȡ� ʵ�о����ȶ�������
����(3)��ǿ��е�������豸�Ŀɿ��Ժ�λ��Ա����ѵ������߹��������ĺͼ���ˮƽ���������⼰ʱ��������֤�豸�нϸߵ�����ʺ���ת�ʡ�
����(4)ͣҤʱҤ�ĵ���ȴ�ƶ����Ҥש��ʹ�������кܴ�Ӱ�죬���ͣҤ�����ͻ�שʱ���������Ա�Ҥ�İ�ȫ����ͣҤʱ���ø�������������תҤ�������磬����24h�ɴ�Ҥ�Ž��п�����ȴ��