一、焊接简介
焊接是通过加热,使不同金属材料界面之间产生原子键合的一种加工方法。 焊接过程如图12-11所示。
由图12-11可知,焊接中,焊料和工件的边界熔化形成熔融区域(熔池),熔池冷却凝固后便形成材料之间的连接。焊接是 机械工程之下的二级学科。很多名牌大学都有焊接专业。因而,焊接是一项专门技术。焊接对窑炉用金属材料和耐火材料都有重要的影响。
长期以来,水泥和耐火材料厂家的许多人员 缺乏关于焊接的知识,致使锚固件受损,影响了耐火材料的寿命。例如,当锚固件时常被拔出时,有的工厂用增多、加粗锚固件的办法,暂时避免了锚固件的拔出,但增加了在窑衬中埋设的金属 数量,缩短了耐火材料的寿命;有的工厂设计特殊的锚固件,通过增长焊缝避免锚固件拔出,但是大幅增加了焊接成本,显著延长了检修时间,影响了水泥窑的产量。
二、焊缝结构
熔化焊接时,在几毫米的范围,短到几秒、长至数分的时间内,发生了一系列复杂的物理化学变化。焊缝的结构和成分分布如图12-12所示。
图12-12 (a)是焊区结构;图12-12(b)是成分分布。其中,OA 表示完全熔化、成分均匀的区域 (焊条);AB表示完全熔化、成分随距离而变的区域(焊条/母材边界); BC表示完全熔化、成分均勻的区域 (母材);CD表示部分熔化区(母材);DE表示热影响区(母材)。C (%)表示碳含量、T(°C)表示温度、M (%)表示合金元素含量。
由图12-11和图12-12可知,焊接是一个非常复杂的物理化学过程。 焊接中,发生一系列变化:①焊接包括冶炼、铸造和热处理三个子过程;②变化在很大温度梯度、高速加热和冷却条件下发生;③焊条、母材的化学成分可能不同,使焊区不同部分存在成分和组织差异,产生残余应力,从而致使焊缝开裂。
三、焊接裂缝
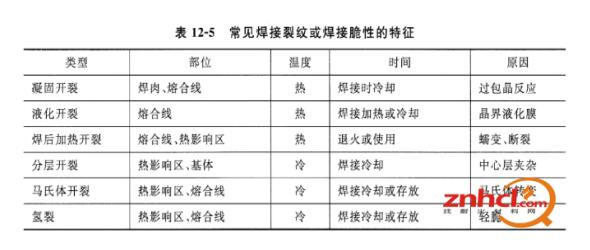
焊接时,焊缝相当于一个小的熔池,母材相当于炉壁和锭模。第一,快速加热到熔点以上;第二,在加热和冷却中焊缝及附近部位发生了相变,其范围包括了从液态到固态的各个相区;第三,冷却速度很快,因而热应力和相变应力可使焊件出现裂纹,如图12-13所示。

图12-13显示了常见焊接裂纹的部位。其中,发生在焊肉中的裂缝有1、2、4、8几种;发生在热影响区的裂缝有3、6两种;7为焊缝的熔合线。 裂纹分为热裂、冷裂两种。一般情况下,热裂为沿晶断裂;冷裂为穿晶断裂。热裂发生在焊接过程或焊后的高温使用过程,一般温度髙于650°C;冷裂则出现在300°C:以下,不仅在焊接的冷却过程中产生,也可在放置或使用中产生。常见焊接裂纹或焊接脆性的特征见表12-5。
四、 钢铁材料的焊接性
钢铁材料的焊接性分工艺焊接性和使用焊接性。工艺焊接性指通过焊接加工形成完好焊接接头的能力,即焊接的难易。使用焊接性指焊接接头在使用条件下安全运行的能力,即性能的高低。
工艺焊接性则分为冶金焊接性和热焊接性。冶金焊接性指焊接中的冶金过程 (熔化、反应、结晶、相变)对焊缝性能和产生缺陷的影响程度,其主要影响因素有母材金属、焊接材料、焊接方法、保护条件等。
热焊接性指焊接热循环后,对焊接热影响区组织性能及产生缺陷的影响程度,其主要影响因素是母材成分、热处理状态和焊接工艺。由于耐热钢的合金元素多、含量高、组织复杂,在焊接条件下,其组织和性能都会发生很大变化,有可能出现裂纹等缺陷。
五、 异种钢材的焊接
异种钢的焊接指两种成分、组织不同的钢之间的焊接。例如,珠光体钢(碳素钢、低合金钢)和奥氏体耐热钢 的焊接。
一般情况下,两种钢材的焊接比同种钢材要困难。异种材料的焊接性能主要取决于两种材料的冶金相容性、物理性能,主要影响因素有:两种异种钢材的成分、焊条的种类和成分、接头尺寸和施焊方位、焊接方法、焊接参数、焊接技术水平和焊接的工作环境。
难点之一为,异种金属因化学成分和物理性能显著不同,以致焊接时两种金属的交界处产生一层成分和性能与母材不同的过渡层,对焊接接头的整体性能造成不利影响。
难点之二为,异种金属的热膨胀系数不同,容易引起热应力且不易消除,往往产生很大焊接变形。因焊接应力和脆性的增加,异种钢材的焊接接头,尤其是热影响区,容易开裂、脱落。图12-14显示了珠光体钢和奥氏体钢焊缝金属中Ni含量的变化与组织。
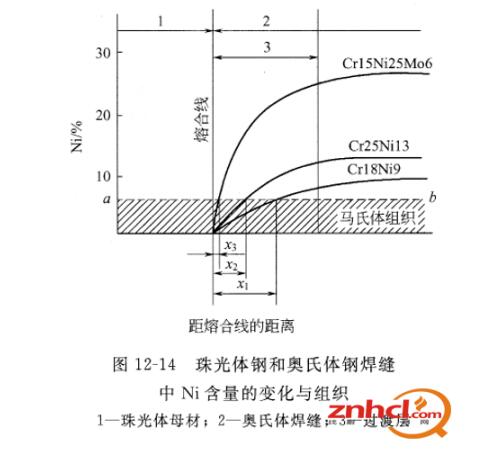
由图12-14可知,珠光体和奥氏体界面处的Ni含量是逐渐变化的。由第六章中的Schaeffler耐热钢组织图可知,Ni含量的降低可能产生马氏体脆性层,导致熔合区的破坏。
由图12-14可知,成分过渡层是不可避免的。但可以通过改变充填金属成分减少其宽度。如果使用高N1合金钢焊条,可以大幅减少脆性层宽度;如果使用 N1基合金焊接材料,几乎可以把脆性层宽度降至零。
六、耐热钢与耐热钢的焊接
1.炉用耐热钢焊接特点
一般情况下,锚固件的材质为奥氏体耐热钢。水泥工业中,以Y形锚固件最为常用。通常,Y形锚固件的分叉部分需要焊接。这种焊接就属于奥氏体钢-奥氏体钢之间的焊接。奥氏体耐热钢的焊接性比铁素体耐热钢和马氏体耐热钢好得多。但是,奥氏体耐热钢仍会出现焊接热裂纹和热影响区的晶粒长大、475°C 脆化倾向以及在600〜850°C长时间停留出现脆化相。
奥氏体耐热钢的热导率小、膨胀系数大,在局部高速加热和冷却的条件下,在接头可形成较大的焊接应力。奥氏体耐热钢,尤其是纯奥氏体钢(C.r25Ni20钢),热影响区的晶粒长大比较严重。由于不平衡加热• S、P等有害杂质元素聚积,因而产生液化裂纹。
一般情况下,焊接奥氏体耐热钢时,要求焊接材料的合金成分和母材匹配。 对于不锈钢,希望有一定的铁素体.以保证良好的抗裂性能,又有良好的耐蚀性。对于长期在高温运行的奥氏体钢焊件.焊缝内铁素体的含量不应超过5%,以免出现s相脆性。读者可以根据第六章中的Schaeffler耐热钢组织图,按焊缝 金属的Cr当量和Ni当量估计其铁素体含量。
2.炉用耐热钢焊接工艺
为保证焊接质量,推荐采用以下焊接工艺:
① 仔细清除油、圬、锈、垢,防止有害元素渗入;
② 按照母材和焊接性能要求选择适当焊条;
③ 为防止合金元素烧损,焊接时尽力缩短电弧•限制摆动幅度,焊缝宽度不超过焊条直径的4倍;
④ 为防止过热,采用小电流、高速焊的工艺。
七、耐热钢与其他钢材的焊接
一般情况下,水泥回转窑窑体采用低合金耐热钢,其他部位的壳体采用碳素钢。水泥工业中Y形锚固件的底部和窑体或壳体通过焊接连接。这种焊接属于奥氏体钢和其他钢材之间的焊接。
异种钢材焊接时,可能出现的问题有接头的塑性和韧性降低,焊缝金属易产生裂纹,熔合区易脱碳软化或增碳硬化。为减缓上述问题,可以选用含N1较高的充填材料,采用小电流、高电压和快速焊的工艺。一般情况下,焊接异种钢时,焊接材料的选择是就高不就低。如低合金钢和耐热钢焊接时,选择耐热钢焊 接材料;耐热钢和镍基合金焊接时,选择镍基合金为焊接材料。
特别指出:如果焊接发生问题,不要一上来就根据资料上的结果推测。这时.应该进行必要的实验,测试焊接性能是否满足使用要求。然后,依据结果确定问题所在、分析原因,提出解决办法。然后,评价处理结果。如果自己不能解决问题,就需要专业人员的指导和帮助。