�ҹ�˾���յ�ij���繫˾������CAD����¯��������װ��ͼֽ������˾�������ŵķ��������յó������ͻ�ש����������
�����ı���¯��������װ��ͼֽ������ΪԲͲ��״������¯���⾶ֱ�����������ܼ�������ȣ�ֻ����������ֱ����Ϊ1400mm ���߶ȵ����µ��Ͽڿ����ó���Ϊ1950mm��������¯�ǵط���������Ҫ��¯������¶�450��C����������¶Ƚ���50-60��C��¯���ͻ���ϲ�������ʣ��ռ��ھ���1000mm���ҹ�˾������������Ҫ���ͼֽ����ע�IJ��ϲ�����ҹ�˾�ľ�������˾����2�з�������������
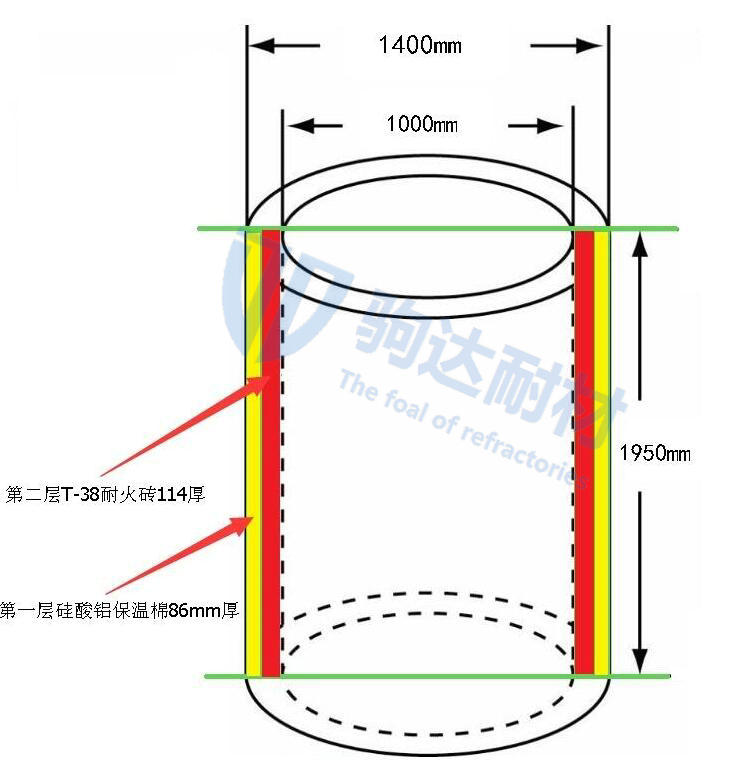
��һ������ʹ�ò���Ϊ�����²�����������ߴ���Ϊ��3500*610*50mm����5000mm*610*40mm �����ֹ�����ޡ��ͻ��ʹ���ͻ�ש T-38�ͺ� �ߴ�Ϊ 230*114*65*55��mm����Ш���ͻ�ש�������������������ͻ�ˮ�� 3�� ����ճ���2Ͱ��
�ڿ�ʼ�ͻ�ש����ǰ�Ƚ��а�ȫ��飬����豸��ṹ�ֿǵ������ԡ����ط�ը�ѡ��������������μ���·�������豸������һ�е�·���жϵ紦���Է����������г��ִ���Σ�յ��������û�г�������������ɿ�ʼ����������Ͳ���ڳ��������ͻ������ҪĿ����Ϊ�˷����ֽṹ�豸�ڸ����²����ڵ����ã��ͻ�����������豸�����������ֿǣ�ʩ��ǰ�����õ� �ͻ����� ���ͻ�ש������ճ������ͻ�ˮ��Ȳ��ϱ��벢���ھ���Ͻ��ĵط��Է����������á� �����ϱ������豸�ڳĽ�����ɨ���豸�����������⼣���ҳ�������������Ҫ������ɾ������ʩ����Ȼ�������ͻ���������Ļҷ����Ӱ�졣��ɨ�ɾ�����Խ��й�����������ճ�����������������ü����ʺϵĴ�С�����ڱ��������ֿǵ�����ˢ��һ�����ճ���������ճ�����Ͱװ��ճ�����װ����ͷ���ʹ��ʱ��Ͳ���Ƚ��н��裬������Ⱥ��ڽ���ʹ�ã���Ȼ������¯��ճ�������²������90mm��ȣ����Ǿ�����ש���ѹ���ߴ�����ʣ����85mm���ң�����¯�����Ҫ������������ճ��Ҫ����˳���������������������ճ������ճ��50mm����ճ��40mm������ӡ�������һȦ�������Ժ�Ϳ����ڽ�������������������ͻ�שT-38��T-38�ͻ�ש�����Dz�Ш���ͻ�ש��������Բ��Сֱ��Ͳ����ͺ�ש����Ϊ��ש�ͺ��һͷ65mm��һͷ55mm�����������ڣ������ʺ�����Բ��Ͳ�塣�����������ڵ��ͣ�����Ҳ�е���ש��T-38������Ҫ���ƺûҷ죬�Ѹ���ճ�������������Ⱥ�����Ϳ����T-38ש�IJ��棬���λ������������ʵ��������ι��ԡ�����ɵ�Ȧ����������������ϰ���ͬ���ķ���������������ʩ����
�ڶ��ַ���������ʹ�ò��ϣ����²�Ϊ�����������ޣ����²�����������ߴ���Ϊ��3500*610*50mm����5000mm*610*40mm �����ֹ�����ޡ��ͻ��ʹ�ø�ǿ�ͻ�����ϡ���������Ϊ ��Y������ê��ץ��
����ǰͬ����Ҫ�Ƚ���¯��ṹ�Ͱ�ȫ��飬���һ�ж�����������¡���������ϱ�������豸�ڳĵ���ദ������Ͳ���ڳķ����д������⼣���Ƚ��д�ĥ�⼣�ʹ�ĥ���죬����Ͳ����ÿ��25*25cm�ļ�ຸ�ӡ�Y������ê��ץ��һ���ſ������Ƽ��Ĵ�С��ê��ץ������ɺ����ڹ����������ޱ���ˢ��һ�����ճ�����������ê��ץճ�����²��90mm��ȡ�Ȼ����ê��ץ���ٲ���һ�㱣������Ϊ���ͷ�����ͽڡ������Ϲ�����ɺã��ɽ���װ���ͻ�����Ͻ���ǿ���Խ��裬�����Ժ����ò��ϵĿ����Կ���ֱ��ͿĨʩ����¯���ڳģ�����Ƥ�����е���������ǿ�ȵ��ͷš���ʩ��ʱ��ͬ����������ʩ��������Ҫһ�������ʩ�����м䲻�ܼ�ϡ�����پ�����Ȼ��ɴ��3-5���ʹ�ô��豸��