�����ྦྷ��������ά������Ͷ�����������ڲ�Ʒ��������ĸߣ��������ؿ�����Ȼ�����й����ר���о�������Ч����û�дﵽԤ��Ч����Ϊ�ˣ����¿�չ��ȫ��������о�����������˴��ڵ����⣬�ȶ���������ྦྷ��������ά������
����1���ڵ�����
�����ྦྷ��������ά�Dz�����ν�����巨�������ġ������ɽ�״ճ����Һͨ����ά�������Ƴ�����״����ά���壬������ֽ⡢�ճɵȼ������Ƴɶྦྷ̬�մ���ά�������ڷ������ķǾ�̬��ά��ȣ������������ӣ�Ӱ�����������ؽ϶ࡣ�����е��κ�һ�����ڳ������⣬����������Ӱ����ά����������ɷ�Ʒ��Ϊ�ˣ��Զྦྷ��ά�����ĸ����ڽ����������о�����Ϊ��Ҫ�����������⣺
����(1)ԭ�ƽ����պ��䷽���½����ȶ��Բ�(��ͼ1)�������ڶ̣���ά�����������ӣ���ͼ��֪��ԭ�������ճ��<2 Pa��s(���¶�Լ50 ��)ʱ��ճ����ʱ��ʽ��ƶ��������������ƣ�����36h�ڴﲻ������ճ�ȡ��������ճ��>2Pa��s(����Լ50��)����ճ����ʱ�伸����ֱ��������б�ʺܴ���12h������������ˣ������ó����ںܶ�(��������Сʱ)���������ճ�ȡ�3 Pa��s����ճ�ȼ�����˲ʱ�������ƣ������������ˣ�
����
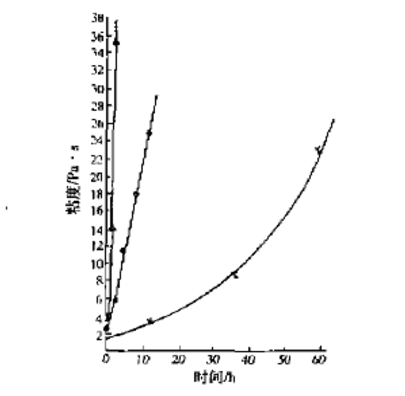
����ͼ1 ԭ�䷽����ճ�������ʱ��Ĺ�ϵ
����(2)�ȴ���¯���ȴ������ղ����ʡ�¯�Ÿ߶ȵͣ�װ�����ٲ����γɱ�����������������������������˷ѣ������������������úͿ��Ʋ�����ʵ��¯�����趨¯��ƫ���
����(3)�����豸������ȱ�ݡ������ָ߶Ȳ������������㽺����ά�����̶��¶Ⱥ�ʪ�ȵ�Ҫ��̨˦˿���������ã����������ڷ������������˦˿�̿��������������������������˷����أ�����ʹ��ά�����������ȶ���
����2 ʵ�������
����2.1���˽�����Ʊ�
�����ྦྷ��������ά�ij��˽������Խ�����Ϊԭ�ϣ����Ƴɳ�Ϊ��ĸҺ���ľۺ���������Һ�����������Ĺ��ܽ��ͳ�����������Ũ�����ɡ�ĸҺ���Ʊ�����ƺ��ʵ����ȱȣ����ȱȹ�����С��Ӱ�콺���������
����Ӱ�콺��������ܵ���Ҫ�����ǿɷ���(��ƿ���˿��)��ճ�ȡ��ɷ�������ճ���йأ���������ͬ��Ҫʹ����������õĿɷ��ԣ��������Ӻ��ʵij��������������������������ࣺһ������{����Ŀ���˿�ԣ�������������Ȼֲ�コ��߷��Ӿۺ����һ��ɸ��ƽ�����������ܣ���Ҫ���л��ᣬ����������Լ���ԭ�䷽�в������ᣬ������ʹ��ά���ࡣ��ˣ�ɸѡ���˸߷��Ӿۺ���P�ͺ��л���L�ĸ������Ӽ�����Ϊ�������ܸ���������������Ե�Ч�����˸������Ӽ�ʹ����������õ������Ժ��������˿�ԣ����������˽�����ȶ��Ժͳ����ԡ����¶ȱ���25���ܱձ���(��ֹˮ������)ʱ�����������ԣ�����ճ�ȱ仯��<0001(Pa��s)��d-1�����Ҷ��¶ȵ������Լ�ǿ����һ����Χ�ھ��п����ԡ�18���µķ��������������ʹ����ˮ�������ɺԺ�ˮ�ܽ�(���ؼ���)���������ܲ��䡣���䷽���������伫�õ���˿�ԣ����˳���ճ�Ƚ�Ϊԭ��������Ľ����1/8-1/10������ά������˦˿�̲���������������ʱ�䳤��
�����߷��Ӿۺ���P�Ĵ��ڲ�������߽������˿�ԣ�ͬʱ�����б�����������ã���������ӽ����ָ���Χ��������������ĺ�ۺ��ٶȣ��Ӷ���ǿ�˽���ճ�ȵ��ȶ��ԡ�
�����л���L���������ʲ�ͬ��������롰ĸҺ" ��Ӧ����������������������Ϊ����������á��л���L������������Ӧ���ø������Ӽ�����ϡ������ǿ�����Ҿ���һ���ı�����ԣ�����ˮ����������ӽ�����ϣ���Χ�ڽ������ӹǼܵ�������ϣ������������ˮ���������ã��������ı佺��������ԡ�
�������⣬���䷽�����˲��õ��¼�ѹ���Ʊ�������Բ���ԭ��ѹ�{�·��Ʊ������ƽ������У�������Ƥ����������������ؽ����˽�����������ҳ����ʵͣ�����ԭ���ϵ������ʡ�
����2.2 �ȴ�������
����ԭ�ȴ���������600�����Ȼ��ȴԼ2 h��Ȼ��ֱ�ӽ���1250�����ϵĸ��´����������ȴ����ƶȱ���Ϊ���Լ��������ij�����ΪС������ά��ǿ�Ƚϸߡ����ǣ�ʵ����������ά���������ȶ����ۻ����أ���ʱ�з��ڡ�����������������Ʒ��Ϊ��̽�������ȴ�����ʽʹ��ά�������ȶ���ԭ����������˴�3�桤min-3��100�桤min-1���������ٶȣ����������飬�ܲ��ܻ������Ľ���������������ظ�������Ȼ�������ȴ������յ���ά������������żȻ���ؾ����ġ���ЩżȻ��������600����ǰ���ȴ����̶���ȴʱ�ĸ��ֻ�������Ӱ�켰1250�������ȴ�������ĸ��������Ϲ��ɵġ����ԣ���������Ԥ�⣬�����ظ���
������ά�������ɽ���ϸ������ӷ�������ˮ���������Ľ���������Ժ��д���ˮ�֡����ȴ����ĵ�һ��(ǧ���)�dz�ȥ��д�Ĵ�������ˮ�֣��˽η�����200����ǰ��������ά��ʼ��ѧ�ֽ⣬�ӷ���HC1�ͽṹˮ���л�̼�����������ڸ��ߵ��¶ȶΣ��˶����ڽϵ�����ѹ�����½��С���Ϊ�������ʹ�л�̼�����ٶȹ��죬���ƻ���ά�����νṹ�����ַۻ������ԣ��ýοɲ�ȡ���������ջ����¯��Ϊ��ѹ���Ա��������ա��Ա����Է�ʽ����ʽ¯Ϊ�ã�����Ҥ��ӦʹҤ�����㹻�����ά�������γ��Ա��������ա����ں�95%Al2O3����ά��ò���ͨ��������ķ�ʽ������
������550 ~600����ά�ȷֽ������ɣ��������Բ�������δ��ȫ������̼�Ͳ���δ��ȫ�ֽ��ݳ���HCl�������ʱ����ά��ȴ��ֱ�ӽ���1250�����ϵĸ��´���������������̼��HC1�Ϳ����������������ݳ�����ʹ��ά�ʺ�ɫ������ɫ�ʣ������ڲ���̼�ļ���������HC1��ѸΥ�ݳ����ƻ���ά�ṹ�������ά��һ���ۻ���
�������������Al2O3��550���γɦ�-Al2O3, ������ά�������ɷֵĴ��ڣ�ʹ����һ����¶ȴ����ơ�����ȴ���������һ�¶ȶΣ�����1250�������ȴ��������൱�ڲ���̬��άֱ����1250������ת���ɶྦྷ̬��ά�����ԣ������ȴ�����ʽ�Ľ���ǣ�������ʱ���ʱ���Բ�����Ϊ������Ʒ��ά�ļ�����������ʹ��;������ʱ�䳤ʱ����Ȼ���ֽᾧ�࣬����ά�ӷǾ�ֱ̬��ת��Ϊ���½ᾧ̬����������ٶȹ��죬������Ӧ���仯�����ƻ���ά�Ľṹ�������������άҲ�ǵ������ġ����ԣ���ά�����ھ�������ֽ���뾭��ת��Ϊ��-Al2O3����ȴ������̡������ڽϸ��¶��£�ʹ��ĵ��¾���ת��Ϊ���¾��� &/��-Al2O3��
����2.3 ��ͬAl/Si����ά�������յ���ͬ
�������ճ������У����Ƿ���Al/Si�ȸߵ���ά�ȷֽ�θ��ۻ�����һ���о����֣�����Al/Si�ȵ�����ͬճ���£�����ı����½�������ֺ������档�����������SiO2��������ʱ�����彺���е�SiO2����Ҳ����SiO2��ȡ���˽����еIJ��ֽṹˮ�����ԣ�����ά������ȷֽ�Σ�Al/Si�ȸߵ���ά�ֽ���ĽṹˮҲ�ࡣͬʱ�����ھۺ��Ȼ��������ߣ��ֽ�ΪAl2O3����Ҳ�ࡣ��ˣ��ڵ�λʱ����Al/Si�ȸߵ���ά�ݳ�ˮ�������Ȼ����ֽ�ת��ΪAl203��������Al/Si�ȵ͵���ά�ࡣ��ͬ�������£������ߵ���ά��������ܵ����ˡ�����֤��������95% Al203��ά�⣬��72%��80% Al2O3����ά�ȴ�����������һ�£�����72% Al2O3����ά�ȴ���Ҫ�������Щ��
���������߸�������Ƿֱ��Ʊ��˺�72%��80%��95% Al2O3�Ľ��壬���Բ���һ��֤ʵ����������ѡ��Ĺ��������Ǻ��ʵġ��������߿���ͬʱ������72%��80% Al2O3�Ķྦྷ��ά��������������95% A1203����ά��
����2.4 ��Ʒ������
�������������о��������ԭ�����߽����˸��졣ʹ�����ȸ���ǰ���5����ԭ����������ߵ�85%���ϡ�
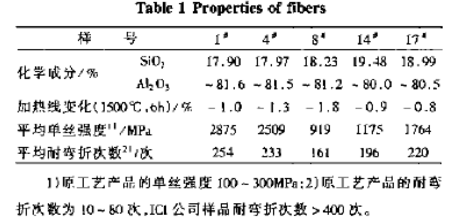
����������������ÿ���4 hȡ��Ʒһ�Σ���ȡ��18����Ȼ���18����Ʒ�����ȡ5���ͼ죬������1��
������1��ά������ָ��
����
����2.5 ������άֱ�����о�
����˦˿���˷��ǽ�����˦˿�̵������������£���С�����������ϸ˿���ͻ����ά��ֱ��һ��Ӧ��5um���£�ƽ��3umΪ�ã�������ά���Ժã�ǿ�ȸߣ������ڸ���ʹ��������5um���ϵĶ���ά���Դ�ǿ�ȵ͡�ԭ����˦˿��������ٶ�Ϊ30-36m��s-1����ʵ��������ٶȲ���30 m��s-1��˿��ֱ������ԭ����0.5mm����0.3mm����(˿��С����)����άƽ��ֱ��Լ10um����ʱ���֡���ȥ����ȡ�����ٴ�ʩ������Ч���������Ͻ�������˦˿�����ٶȿ��Խ�����άֱ���� ��Ȼ����˦˿��ֱ������������ٶȣ������ڳ����ֽṹ���ı䣬�����������顣
�����������۷�����������Ϊ�����������������(�������������Υ�ȿɴ�113m��s-1��������Ͳ��ֱ���߶Ⱦ����ڳ�����)���������顣�������2��
������2 ���������ٶ�����άֱ���Ĺ�ϵ
����
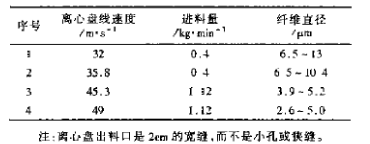
����ʵ����˵����ֻҪ˦˿�̾����㹻��ĺ������ٶȣ���ʹ����ʽ����������ʹ��άֱ����ϸ��ͬʱ��������ٶȻ�������߲�����
����3����
����(1)���䷽�¹��ս���ճ���ȶ��������Ժá�
����(2)��ά���ȴ������뾭������ȫ�γɵ��¾��࣬����ת��Ϊ���¾���Ĺ��̡����ܲ�����;��ȴ�������ƾ�����С��
����(3)�ʵ����˦˿�̵����ٶȣ��������Խ�����άֱ���������Բ�������ʽ˦˿�̣�����������Ӷ������ﵽ������������
����(4)���䷽���¹��տ����ȶ��������ά���������Ӳ��������ͳɱ���
����(5)��һ���������ϲ�����ͬ���ȴ������գ�����������������72%��80%�����ֶྦྷ��ά����������������������������������95%���ྦྷ��������ά��