���ۦ�-�¸���ש��Ӧ�����Ṥ�����ġ����ӵȲ���Ҥ¯�ĸߵ������ͻ���ϣ����ڿ�������ʴ��������ĥ�������ݡ�����ʯ�ȷ�����б��������ϸ�����������ܣ������Ǿ��жԲ���Һ��������Ⱦ�Ľᾧ���죬����Dz�����Ҥ���岿�������ء��������ϵ��Ȳ������β�λ����ѡ�ͻ���ϡ�
���ڵ��ۦ�-�¸���ש�ļ��������ߡ������Ѷȴ��ո��ӣ������Ͷ�����ڲ�Ʒ�ij�Ʒ�ʵͣ��ۺϳ�Ʒ��ֻ��50%���ң�����Ʒ�ֵij�Ʒ�ʽ�Ϊ10%~20%�����������ܵ���Լ�����ܽ��ܸ���Ķ�������ˣ���������߳�Ʒ��ΪĿ�꣬�����������Ļ����Ͻ����˼������£�ȡ�������õ�Ч����

1�����ۦ�-�¸���ש�������ռ��
���ۦ�-�¸���ש�Dz��øߴ�����������(95%����)����������Ӽ������Ϻ�Ͷ�뵽����绡¯�У���2300�����ϵĸ����������������Ƶ������У��ٽ��б����˻��ȡ����ȡ����ë��ש������ȷ����ӹ���Ԥ��װ������֮���Ϊ���Ͽͻ��������Ʒש��
2���������⼰�������¹���
2.1�����ײ�Ʒ���ز�������Ľ��
�����ײ�Ʒ�ǵ��ۦ�-�¸���ש��Ʒ��֮һ��ש�δ����ڳرڵȹؼ���λ������������Ҫ������ָ�꣬���ز�������ζ�Ų�Ʒ���ϸ���Ͷ�����ڣ������ز������ɵķ�Ʒ�ʼ�����ͬ���Ʒ��50%���¡�Ϊ������������Ǵ��������ۣ���ϸ�����֣���������ơ��������ڡ����¡���ѧ�ɷֵȷ�������˴��������顢���ս���˸����⡣
2.1.1������Ʒ�ʽ�ĸĽ�
ͨ��ʵ�鷢����������Ʒ������в�����֮������Ҫ�����ڲ�Ʒ��ȴʱû�й��ɺ������¶��ݶȣ����²�Ʒ�ڲ��ᾧ�����ܣ���˲������µ�������Ʒ�ʽ���ص��ǹ��ɺ������¶��ݶȣ�ʹ��Ʒ�ڼ���ʱ����˳�������ȴ��
2.1.2 �������ڵĸĽ�
�����ǵ����ͻ���ϵĹؼ��������������������߲�Ʒ��������������ʮ����Ҫ�����ã�ͨ���ο�AZS��Ʒ�����ڸĽ����ۻ���ʽ��ʹ�õ�¯���ۻ���������ǰ�õ��˼������ߣ���Ʒ�������������Եõ��˸��ƣ�����ͳ�ƣ������ۻ��Ľ����Ʒ���������1%���ϡ�
2.1.3���²��ϵ�ѡ��
���ڲ��ñ���������Ȼ�˻�ķ�ʽ����˱��²��϶��ڲ�Ʒ����ȴ�ٶȾ�����Ҫ�����á���ʼ���õı��²��ϵĴ��Ȳ����������ȴ�����̫�ߣ��ڱ��¹���������²������ڲ�Ʒ����ȴʱ�����ģ���������ɲ�Ʒ�����ƣ������ڲ���֯���ɣ��Ӷ������ز���������Ӱ�졣Ϊ��������⣬ѡ���˴��ձ����ڵ��������������ͱ��²��ϣ�����ʹ��Ʒ�����ƴ�Ϊ���٣������ڲ���֯�����ܶ�Ҳ���˽ϴ�ĸ��ơ�
2.1.4 ��ѧ�ɷֵĿ���
���ڵ��ۦ�-�¸���ש�Ļ�ѧ�ɷֽ�Ϊ��һ��Ϊ�������������ƣ������ƺ����ĸߵͶԲ�Ʒ�Ц�-Al2O3�ͦ�-Al2O3�����ı������ش��Ӱ�죬����-Al2O3�ͦ�-Al2O3�ı������ɲ��ģ���ˣ����������Ƶĺ�������߲�Ʒ�Ц�-Al2O3��ı��ʶ�ʹ��Ʒ��������ߡ�
ͨ������4������ĸĽ������ڽ�������ز�������⣬ʹ���ز������ɵķ�Ʒ�ʽ�����5%���¡�
2.2 �����ײ�Ʒ���׳���Ľ��
���ۦ�-�¸���ש�����Ǹ�����Һ������ɣ���Һ����ȴ�����л���������ש�ڲ��������ף������ײ�Ʒ��ͨ���Ӵ�ש�ijߴ磬�������IJ�λ��Ȼ��������еIJ�λ��ȥ�����ж����ϲ����������ڱ���Χ�ڵ������������ģ�����������Ϊ��Ʒ��
��������ײ�Ʒ�����׳������⣬������Ҫ��������ơ������ƺ����Ŀ��ơ�������ҵ3����������˸��ơ�
2.2.1 ��Ʒ����ĸĽ�
�����ײ�Ʒ�IJ��������������������������أ�����Ӵ�ש�ijߴ磬������ȥ�Ķ࣬��ש�������Ƶı��ʸߡ��ɱ���������ˣ�ͨ�����������飬�����˲�ͬ��״��ʹ�ò�λ�IJ�Ʒ�������Ʒ�����������ﵽ�˺�����ƽ�⡣
2.2.2 �����ƵĿ���
�����Ƶĺ��������ز�������׳��궼�����еĹ�ϵ��ͨ�����۷����ʹ���ʵ�����֤������ȷ���˺��ʵļ�������
2.2.3 ������ҵ�ĸ���
���ڴ��͵������ײ�Ʒ��һ�ν�����ʱ�Dz�����ɵġ���Ҫ���ν�����һ��IJ�Ʒ���ڽ�����������ȴ��ԭ���������ڲ�Ʒ�ڲ�����Ȳ��������ף�Ҳ��Ҫ���ν���������������ȡ�ͨ���������鷢������ѵĶ��ν���ʱ�����Ҫ�������Һ�������������γ��˱���������ļ����˲�Ʒ�����ס�
2.3 ZM-UƷ�ʸ��ƺ��������������
���ۦ�-�¸���ש���ɷֺ��ڲ������Ϸ�Ϊ����Ʒ�֣�һ���ɦ�-����ͦ�-�����ռ50%���ɵģ��ƺ�ΪZM-U��������100%�Ħ�-���ɵģ��ƺ�ΪZM-U��
ZB-U����ȫ�ɦ�-����(�����Ʊ���)���ɣ������Ҫ���ڲ���Ҥ¯���ϲ��ṹ���Եֿ�����������ʴ����ZB-U��ZM-C��Ƚṹ��Ϊ���ɡ�ǿ�ȵ͡��Ҳ���Ҥ¯�ϲ��ṹ��ש��Ϊ����ש����״���ӣ����������ʱ���ײ������Ǻ����ƶ���Ϊ��Ʒ���Բ�Ʒ���Ǻ����Ƶ�ԭ������˷�����������ȴ�ٶȹ��������������ȱ�ݵĸ���ԭ����ȴ�ٶȹ������������Ͳ��ʺͲ�Ʒ�ı��·�ʽ�������ģ�����ĸĽ����£�
2.3.1 ���Ͳ��ʸ���
���ԭ�����Ͳ�����ȴ�ٶȹ����ȱ�㣬ͨ��������ȴģ��ʹ��������飬����ѡ���˹�������������һ�����¡�����ȴ�ٶȽ�����һ�ֲ��ϡ��ò��Ͽ��Ծ���2000�����ϵĸ��£�����ȴ�ٶ�ȴֻ��ԭ�����ʵ�60%��ͨ�������������Ͳ��ʣ���Ʒ���Ǻ����ƴ�Ϊ���͡�
2.3.2 ���·�ʽ����
��ǰ���һ�������еķ�����ͬ������Ҳѡ���˽��ڵ���ͬ���������������ͱ��²��ϡ�ͬʱ�����Ͳ�Ʒ�ĵ��Ǻ����������ڱ������ڵķ��÷��������й�ϵ�����ݲ�Ʒ��ȴ�������¶ȳ��ķֲ�������õ�����ѵķ��÷�ʽ��ʹ�ò�Ʒ���Ƶķ����ʼ����½���
ͨ��������������ĸĽ���ʹZB-U�������������˼������ߣ��ܹ����첣��Ҥ¯�ϲ��ṹ�ĸ��ֲ�Ʒ����Ʒ�ʴﵽ��90%���ϡ�
2.4�ϵ�ש��Ʒ�ʵ����
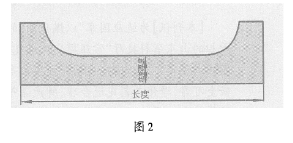
�ϵ�ש����ƿ����Ҥ¯�͵��ӻ�������Ҥ¯�ij��β�λ(��״��ͼ2)������Һ�����ô�������Σ����ʹ����Ҥ¯�Ĺؼ���λ��ֱ�ӹ�ϵ��������Ʒ���������ϵ�ש����״�Ͻ����ڱ��ڲ�Ʒ���ͱ�(һ����150mm����)�����ȴ�(���1000mm����)��������״�IJ�Ʒ�dz����������ơ�
����
���ݶԸ����Ʒ����ƽ����㣬��ΪҪ���ٲ�Ʒ�����Ʊ��������Ʒ����ȴ�ٶȣ�����Ʒ����ȴ�ٶ�����������ơ����Ͳ��ʡ����·�ʽ����ѧ�ɷֽ�����صġ��������Ͳ��ʡ���ѧ�ɷ�ǰ���Ѿ�������ϸ���������ﲻ��������
2.4.1 ������Ʒ�ʽ�ĸı�
һ����Ʒ������������һ���ģ��ڸ������²��Ϻ�����Ľ����¶Ⱥ�Ʒ�Ƿ�������ȡ������ȴ�������¶��½��Ŀ���������ܹ����¶��½������������ʵ��ĸ���Ʒ������������ô���ƿ϶��������٣�ͨ��������ȴģ��ʹ��������飬�ҵ����ܹ���������Ҫ����������Ʒ�����
2.4.2 ���·�ʽ�ĸı�
��ZM-U��Ʒ���·�ʽ�ĸ��������ƣ��ϵ�ש�����������ڱ������ڵķ��÷���Ҳ�����й�ϵ��ͨ��ʵ�飬ȷ���˲�ͬ�ߴ缰�����ϵ�ש����ѵ����з�ʽ��������ZM-U��Ʒ�ķ��÷�ʽ���б��ʲ�ͬ�ġ��������ϵĸĽ����ϵ�ש�ij�Ʒ���ɲ���20%��ߡ��ȶ���80%���ϡ�
2.5 100mm����ͨ��������ש������
�ڸ���Ҥ¯����ש������У���һ���������Ʒ�ʽ�������������ש������ͨ��������Ƚ�Ϊ100mm(ͨ������Ʋ���75mm�������ײ�Ʒ)����������ש�������������ڸ����Ʒ�������������ر�С�������ͨ���ķ��������ʱ����100%�ķ������ƣ�Ҫ������ƻ���Ҫ�ӽ��Ͳ�Ʒ����ȴ�ٶȳ����������Ͳ��ʡ����·�ʽ�ͱ��²��ϵ�ʹ����Ѱ��ͻ�ƿڣ����Ͳ��ʡ����²��ϵ�ѡ����ǰ�����������ơ��ڱ��·�ʽ�Ĵ��·��棬ͨ��ʵ�飬ȷ������ǰ�治ͬ�ġ�������С������ֱ��ש�ı��·�ʽ��ͨ������ʹ��������ש�ij�Ʒ���ȶ���80%���ϡ�
3������
���ϵļ��������������������Ļ����Ͻ��еġ���Ϊ����������˵���������Ϲ��������ۦ�-�¸���ש����Ŀ�ܺͼ����������������Ƶ����ʹ�õ��ۦ�-�¸���ש��Ͷ�����ܹ�������������IJ�Ʒ���õ��ͻ��ĺ����������������ھֲ�Ҳ���䲻����֮����һ�����ڵ���IJ�ͬ����ʹ�õ�ԭ���ϡ����������������ձ��в�֮ͬ������Щ��֮ͬ��������������ϵIJ��졣���磬�����������ϵIJ�ͬҲ����ɲ�Ʒ�ڱ����˻����ƫ�