内燃烧砖窑断面温度不均对产品质量的影响。内燃烧砖,优点很多,美中不足的是,和外燃烧砖相比,窑的纵、横断面温度分布发生了变化,最为明显是:中部温度偏高,其余部位偏低,以致造成窑中部位的砖容易发生过烧,窑底部出现生烧,窑顶经常有黄砖。内窑断面的温度差别,使同一窑室烧成的红砖火候不一致,严重影响了粘土砖产品质量。
造成窑内温度分布不均匀的原因很多,因素是相互交叉构成的,归纳起来有:一、窑内热介质的气流分层现象;二、断面各部位码窑密度所引起的阻力和放出热量的不均匀;三、横断面上各部位热损失不同所造成的差别,内燃掺料和外投燃料在横断面不同位置的交叉燃烧;五、砖坯位置不同所形成的纵断面上特殊燃烧状态;六、外投燃料的多少和在窑断面上散布的不均匀;七、砖坯内燃料掺入的均匀程度。由于这些因素的影响,造成窑内纵、横断面温度的差异,使烧成的红砖火候不一致。
窑顶部:窑拱附近的砖坯,由于气流分层原因,升温较快,首先达到燃点开始自燃,但在燃料徐徐放出热量的同时,不断把部分热量传给窑拱,单位时间内产生的热量少,热消耗多,因此燃烧温度低,燃烧也比较缓慢。窑顶砖的强度低,甚而出现黄砖。但温度始终偏低,甚至达不到烧结温度,所以砖的强度低,甚而出现黄砖。
窑中部:窑断面中心部位没有向窑壁传热的消耗,而且粘土砖坯的内燃料和外加燃料在同一时间在高温状态下急剧燃烧,单位时间内放出的热量多而热损失小,所以窑温也高,在这一区域能满足红砖所要求的烧结温度及高温停留时间,因而砖的物理性能好。但大部分砖有“压花”和“黑心”,这是因为燃料燃烧反应快,空气供应满足不了燃烧需要,形成还原气氛,使三氧化二铁转换成氧的表面过早的产生烧成收缩,甚至形成玻璃相,封闭了外界供氧的通路,砖心部位未得到充足的氧参与燃烧而处于干馏状态。
窑底部:窑底气流来自出窑端,温度低,砖坯内燃料达到自燃时间最晚,当纳入焙烧带时,在外燃煤的作用下才开始燃烧,所以温度升梯度很大,有时平均每小时可达200℃,继而由于外燃煤投入量的逐步减少,温度随之降低,且受不断进人的低温气流影响,高温停留时间最短,砖表层虽能烧结,但砖内有生心,砖心的燃料也未能完全烧尽。
克服的方法要有较强的针对性,方能奏效。一、内燃程度要适度。根据土质情况和内掺燃料的发热量,计算出掺兑配比,按照固定数量均匀掺入。二、烧火工要掌握内燃烧砖特点。操作时要做到“内燃为主,外燃 为辅”,尽量避免在高温区投煤,防止造成内外燃相互作用,形成超过红砖耐火度的高温而出废品。三、改革码窑方法。用码窑的不同密度来调节断面温度分布,为了弥补损失,应在热消耗多的部位密码,燃烧速度缓慢的部位密码;相反,热损失小,内外交叉燃烧和燃烧反应剧烈的部位稀码。根据这一原则,内燃烧砖的码窑制度应为:上密、边密(由于外窑墙和窑门的热损失大于内窑墙,所以边部两侧还就有里稀外密的区别),中稀、底部适当加密。
具体操作方法是:窑高2.8米时,窑顶加密比较容易,一般可在16-19层码横带,横带上直条加头;中部稀码可用空心大洞或中分两侧,从稀到密的码法;中部也可用“三空夹坯”的脱空火眼来减弱火势。为了保住窑顶和窑底的温度,还可在火眼下码双封门坯,窑顶温度低时关门烧,窑底温度低时开门烧。这样能有效地避免中部挂煤,也可减弱中部火势。为克服清底快,腿子部位可降低炕面,采用立坯码窑法,三层码斜条或横带锁炕,3.8米宽的可码30个左右,从正面看虽已加密,但侧面却都拉开了间隙,减少了向烟道口流动的横向阻力。
内燃烧砖从全窑码窑密度看比外燃码法增加了密度,但火行速度反而比外燃烧码快,因而还提高了红砖产量。
内燃掺料不当对红砖质量的影响
内燃烧砖60年代就在全国砖瓦行业推广。这种工艺对提高质量、增加产量和降低煤耗等起到了很好的作用。但至今仍有部分厂由于对内燃烧砖掌握不当,以致造成红砖断面粗糙,规格长短一;窑中部焦,四周生等质量问题,究其原因不外乎“配、码、烧”三个方面,其中最根本的原因是对内燃掺料没有给予足够的重视。
正确的做法是,外燃煤和内燃掺料在进厂后,要首先取得发热量,然后根据砖的耗热量(千卡/千克)确定内、外燃料的比例,分配原则应该是:“内燃为主,外燃为辅”。但内燃程度一般以不超过90%为宜。
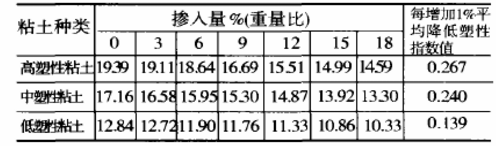
燃料掺配计算公式(重量比):G=B (1+W)千克/万块。式中:G--内燃料掺配数量千克/万块。B--砖烧成所需总耗热量千克/万块。Q--燃料发热量千卡/千克。N--内燃程度%。W--燃料自然水分%。内燃程度除直接影响砖烧成所需的热值外,还要改变制砖粘土的可塑性,而且内掺料的种类和细度又与可塑性有着内在的关系如表1、表2所示。
从上表试验结果中可以看出如下规律:(1)随燃料掺入量的增加,粘土塑性指数也随之降低,两者为反比关系。(2)塑性指数的降低率与粘土原有的塑性有关,粘土塑性越高,则受掺入燃料的影响越大,即降低率越高。(3)塑性指数的降低率和燃料的种类有关,燃料中的灰分越高影响越大。综上所述,可塑性高的粘土,适合选用热值低的燃料;反之塑性低的粘土宜选用热值高的燃料,掺入燃料数量的多少是以热值为依据的。因此,应对燃料进行认真地工业分析,随时掌握进厂煤种的发热量和波动范围,从而及时调整配料制度。
表1
相同燃料掺入不同土质对塑性指数的影响 表2

相同燃料掺入不同土质对塑性指数的影响 表3
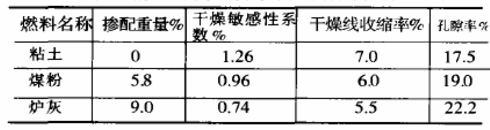
内燃程度除对粘土的塑性指数有明显影响外,还对孔隙率、干燥敏感性系数和干燥线收缩率有影响,因此,在确定对不同燃料所选用的不同内燃程度的同时,还要随时修正砖机型口尺寸,否则就有造成成品超出正、负公差的危险如表3。
为了保证燃料与粘土达到最均匀的混合,并且最小限度的影响粘土的塑性指数,内掺燃料的细度经粉碎还要过筛,最大颗粒应不超过3毫米。如筛网过粗,颗粒过大,不但产品大面粗糙,影响外观,而且在燃料燃尽后,在砖内留有下较大的孔洞,降低砖的力学强度,增大吸水率,甚至达不到冻融标准。如果煤的夹杂物中混有石灰岩粗颗粒,还会产生石灰爆裂,乃至全部产品不合格, 因此内掺燃料的细度不容忽视。
除此以外,为保证内掺燃料的掺配均匀,还应建立燃料储存、保管、掺配等原始记录,以便在日常生产管理中监督检查,及时发现问题,防患于未然。总之,内燃烧砖要有一整套的科学管理方法,才能确保产品质量,充分发挥它的优越性。
气候变化对粘土砖质量的影响
在风、雨、霜、冻的影响下,华北地区不仅生产受到限制,更为严重的是会给产品质量造成多种不利因素。
一、春季防风。华北地区通常在3月末至4月初开车生产,但春季风多多,风速大,空气干燥,而乡镇砖厂因受资金限制,往往备土不足,现采现用,乃至造成湿坯干燥敏感性系数高,使半成品形成各种质量缺陷。如刮风天出坯,湿坯往晾坯场运送途中,在车上湿埋的条面和顶面即已发生密集的微细裂口,严重影响使用面。
克服的方法:1、要在坯板装满车后,立即在湿坯的条面和顶面抛撒较厚的潮湿细小面沙,或在车上覆盖一层塑料布避免风吹,码架时要随码随苫,架道用苇帘挡风,码好的架用塑料面包到底,以防止干裂。2、及时花架。当苫盖湿坯的塑料布出现凝水时,即说明湿坯已大量脱水,可及时放风,最好采取夜间放微风,先揭开背风面,防止空气对流,保持架台局部一定的相对湿度,两侧交替,直至砖坯脱离敏感期,方可两侧通风,花架后仍须采取防风措施,否则就会出现压裂。
二、夏季防雨。砖厂制坯用原料土绝大多数为露天存放。每年7、8月约有一个半月的雨季,用软泥出坯(含水率超过20%),气孔率高,对砖的力学强度和耐久性均有严重影响,况且码上架的湿坯容易变形,尤其是最下一层因受重压而普遍形成大底,造成超差。
克服的方法:首先雨季前应在机房附近储备一定数量的雨季干土,然后将土堆高,周围挖排水沟泄水,以便在雨季期间干湿土搭配使用。此外,雨后及时排除架沟积水,将低洼架垫高,以防止架底不干湿坯变形。
三、深秋防冻。华北地区砖厂多在“霜降”前后停车,有时虽已深秋或初冬,天气仍不冷,砖厂为了多增产,便延长生产期,这叫做“抢冻”。抢冻生产如无有效措施,则纯属“闯大运”,一旦寒流侵袭,全部砖坯就被冻毁,损失惨重。
克服的方法:一是抢冻期间生产的湿坯,要利用白天气温高时,大胆揭架放风,夜间气温低时,加强保护防冻。越是不敢揭架怕冻,湿坯越难脱水,必然形成恶性循环。二是主动烧湿坯,用干坯码炕,炕以上 码5、6成干的湿坯,沿窑拱周围码7、8成干的湿坯。中、上部的湿坯升温快并不断脱水,到进入焙烧带以前已全部干透,因而不会影响产品质量^
其次,改善春、夏、秋气候变化对砖质量影响的措施还有:增大内燃掺料比例。春季在不影响塑性成型的条件下,可选用适宜的燃料增大内燃掺入量,以从根本上改变原料土的干燥敏感性系数,提高砖坯内部的透气性,使坯体内外脱水梯度缩小,因而可减少风裂。夏季掺入较多的干燃料,可降低湿坯含水率,增大湿坯强度,避免走形。深秋抢冻,由于坯体内有较多的内燃掺料,可促使湿坯迅速脱水,从而缩短干燥周期,以减少冻害。另外,在制坯土料内还可掺入部分干料,干料是粉碎筛选过的废干坯和碎砖。泥料中加入适量干料,在坯体中形成“骨料”,可明显降低湿坯线收缩;干料可吸附泥料中的水分,因而减少了收缩水,增大了汽孔水,对降低干燥损失,有显著效果。故此在适应春、夏、秋季不同气候的影响方面,是一项比较行之有效的措施。
采取增大内燃掺料和加入干料两项措施, 应注意的是:干燥收缩和烧成收缩都有不同程度的减少,必须测得确实数据,以调整机口尺寸,否则将会造成粘土砖的长短不齐。