��Ӣ����W・W・Young��1822����Ӣ��������ʿ�ĵ���˹��ʯ�Ƴ���ש��ʼ,��ש����177�����ʷ�ˡ���1864��Martin����ש��������ƽ¯��,��ש��ұ��ҵ�������Ժ�һʱ,�ܳ�ʱ���������ֳ����ͻ���������б�����Ҫ��λ���ҹ�����ǰ��ש��������������ԼΪ3��4��t,�������ש����1955��Ϊ6.3��t,ռ�ͻ�����ܲ�����12%;1960�����ﵽ39.73��t,ռ�ͻ�����ܲ�����5%��Ȼ��,�������ּ����ķ�չ,ƽ¯�����ϱ���̭,��¯���ù�ש�ѱ��������ͻ���ϻ�ˮ��¯�������,���˹�ש�����˳�����������,��Ҫ�ķ�������ǽ�¯��������Ҥ�ʹ���¯���ȷ�¯�������ש�����������,20����70�������ÿ���Լ����ʮ����t,ռ�ͻ����������1%��3%�����Ķ���ʮ�����ҹ���ש�����ķ�չ���̽����˻ع˺��ܽ�,�����Ŀǰ��ש������ҵ���ڵ�����,������һЩ������
1 �ҹ���ש�����ļ�������
��ų����ͻ��������װ��ʮ�����һ�塱�ƻ��ڼ�,�����ͻ���ϳ���ש������1954������Ͷ��,���ͼ���ǰ�����ʵ���˻�е��,����������ȡ���˻�,���ճ��豸����ԭ���ĵ���Ҥ��1960�갰���ͻ���ϳ�������Ʋ�ʩ����168m����ҤͶ���������ڡ����塱�ڼ�,���½��������ͻ���ϳ�,���й�ש���������˰����ͻ���ϳ�����ľ��鲢������ǰ������50�������Ƶ�157.5m����Ҥ��Ŀǰ,������ҵ�����̭�˵���Ҥ�������С�������������ش�����Ʒ�������豸��Ҫ��Ħ��ѹש�������ͻ�,����ש������1987���������ձ���750t����ʽ�Զ�ѹש������ʮ����,���ܵĹ���װ���������˺ܴ����,Ϊ��ߺ��ȶ���Ʒ�����ṩ�˽Ϻ��������ڸĽ�����װ����ͬʱ,��ש�����켼������ȡ�ý�չ����50�������,��߹�שƽ¯���������ǵ�ʱ����������ǰ������ѧԺ���Ժ���й���ѧԺ�����о����Թ�ש�����Ļ������ۺ�ԭ�ϵ��о�ȡ���˺ܶ�ɹ�,��:��������������13�ֹ�ʯ�������ʵ��о�,��ש������ɵ��о�,�����о�,�߹��ʹ�ש�Ĺ�������,�߹��ʹ�ש�ճɹ����е�������ѧ�仯�ȵȡ������ͻ���ϳ���1951��ɹ�������ʯӢ�Ƴ�ƽ¯����ש,�����������˸߹���ƽ¯����ש,ʹ����150tƽ¯�������ɼ�ʮ¯��ߵ�180��¯�������ƺ�����ƽ¯����ש��ͬʱ,�����ͻ���ϳ������������ƽ�¯��ש������1954��1957��,�����ͻ���ϳ���̫���ͻ���ϳ������ͻ���ϳ����Ⱥ�����˽�¯��ש������,ȡ����ʮ�ֱ���ľ��顣1964�����ͽ����˴��Ͳ���Ҥ��ש�����Ʋ��ں̵ܶ�ʱ�����ó������������û�Ҫ��IJ�Ʒ���ڴ˻�����,�����ֲ�ȡ����༼����ʩ,�Ӷ�ȫ������˲���Ҥ��ש������,1983���������ʽ�����ʱ�ó��IJ���Ҥ�ù�ש����Լռȫ��������һ�롣
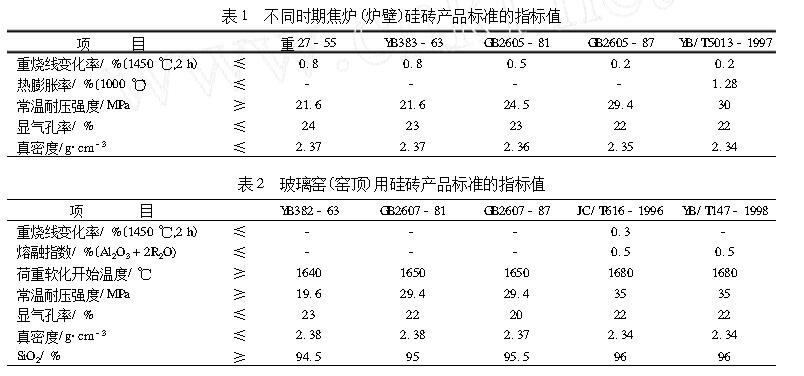
���ҹ����ûָ�ʱ��ֱ�����ֽ���ǰ,ұ����ҵδ���ù�����Ĺ�ש��70�������,�ڸ����Լ����ġ����ӵ���ҵ���ձ������¡����������¼���װ����ͬʱҲ�����˴������Ĺ�ש,���а�����¯��������Ҥ����¯���ȷ�¯������ש����Щש��������������ϵ����ҹ�����������,�������������ܡ��ߴ�ƫ��Ͱ�װ�ȷ�������ҹ�Ϊ�á�Ϊ��ʹ�ҹ��Ƚ����¼���������ͻ���Ϲ�����,�ͻ���Ͻ翪ʼ����ҵ�Թ��ء��ڼ����ˮ���ͻ���ϳ������������������ʹ�ש�������������ͻ���ϳ����ձ�����һ̨750t����ʽѹש���ͽ����Ṥ�ͻ���ϳ�����������������ʽҤ��,���е�װ�����º��ոĽ��������ڽ������ʱ�ҹ���ש���������IJ����Ҫ��:���ܶ�ƫ�ߡ��ߴ�ƫ�����Ҥ���ù�ש���ȵͼ�������ҵ�Ĵ�ש�ڲ���ȱ�ݡ���80�����������,������ש����Ҫ��ҵ�Ⱥ�ʵ���˹���Ŀ��,�ﵽ��ӽ������Ƚ�ˮƽ�����ֶ������ڹ�������Ľ�¯��ש��¯�ȷ�¯��שȫ�������͡����֡�ɽ������Ӧ������������Ҥ��ȡ���½��ܴ�ʩ��,���������ʹ�ù��������ʲ���Ҥ��ש�����ڹ��ڸ���ҵ����Ҥ¯����ĸ����ש���ڽԿ�����,���ҽ�ʮ�������������������ձ����������һЩ������ҡ��ӱ�1�ͱ�2��ʾ���ҹ���ͬʱ�ڹ�ש��Ʒ����Ҫָ��ֵ�ı仯,���Կ�����ש�����Ľ��������
��ʮ����,�ҹ���ש�����߹�����һ�����Ѻ����۵Ĺ���,���������������Ǻϸ��ʵ͡�����ߺϸ��ʵĹ�����,�����ͻ���ϳ�ͨ������ש�����¶Ƚε������ʺ��ڵ���Ҥ���ϰ�װ���ͼ�,�ҳ��������ƵĹؼ���,�ƶ��˸��½�(1280������)���������ʺ��ճ��¶�(��1420�潵��1360��)��̫���ͻ���ϳ����ճ��¶ȴ�1430�潵��1380��,�����ͻ���ϳ�1956���Ժ���ճ��¶�Ϊ1365�档���ͬʱ,�����ڿ������,���ȷ��������ϸ���ȡ���ȵķ��롣�����������ǵĺϸ��ʵ͵���������õ����,���ǹ�ש�����ܶ�һֱ�ںϸ��ߵ������ǻ�,���������ͳߴ�ƫ��ȶ���ֱ���ĸ↑�ź�������������ש,��Ҫ�Ĺ�ש�������Ҳ����������IJ��,����̽��ȫ����߹�ש�����ĵ�·,ԭ��ѡ�������䡢�ȹ��ƶȵȾ��нϴ�仯,ʹ�ҹ���ש������Ծ����һ����ˮƽ��
2 ��ש����������
�ܽ�������ʮ������������ש�Ļ�������,��Ҫ�����¼�������:
(1)ԭ���ǻ�����ԭ��ӦƷ���ȶ�,�ճ�ʱ������ɢ�����ڿ���,��Ӧ���൱�Ĵ������ڽϳ�ʱ��ʹ�á�ѡ���ʵ���ԭ��,��ʹ���칤�ռ�,��������,�����ȶ�,�ɱ����͡��ò�ͬ���ʵĶ��ֻ�������ϵĻ�Ϲ�ʯ��ש�����Dz���,�����͡�ɽ�����͡���ˮ���ͻ���ϳ��ȶ���֤���û�Ϲ�ʯ���õ�һ��ʯ��Խ,�ձ��Ĺ�שҲ�Dz��ö���������������ԭ�����ʹ�á��û�Ϲ�ʯ�ƹ������¼����ô�:һ�ǿɵ�����ѧ�ɷ�;���ǿɵ����������,���õشﵽ��������;�������ڿ���ש�����ճ�ʱ�����ͺ;���ת��(ÿ�ֹ�ʯ����ʱ���������߲���ȫһ��,������һ�����������������͵��¶�����,ʹ���͵��Է�ɢ�������ǽ��ͳɱ���
(2)���ȼ���Ҫ��������ש�����ȼ����迼�Ƕ������������:һ�Ǻϸ���,����������ʯӢ�ľ���ת��,�ﵽԤ�ڵĿ�����ɡ����ڴ������ש�����ý�С���ٽ�����2��2.5mm,�����3mm,�����൱������ϸ�ۡ��й���ѧԺ�����о������о������,���ٽᾧ�����ܡ�����ת����ʯ,���ٽ����ȴ���3mmʱ,�ճ��������ء�
(3)���ӿ���ʯ�Ҽ��ǽ�ϼ����ǿ�,��������ʯ���黹����Ca(OH)2�ɷ۵���ʽ����,���������ש����ȱ�ٵġ����������ӳ��ͺ�ש����ǿ��,Ҳ�����ճɵ��½�(600��700��)��SiO2��Ӧ��ʹש��ǿ���������ӡ���1000���Ժ����ɵļٹ��ʯ��������������Һ��,ʹʯӢ����ʯӢת������ʯ����,���ݹ�ʯ�Ļ�ѧ�ɷֻ��ɲ�������м�����������̻����������Ŀ���������
(4)����Ӧ����������á����ϵ��Ʊ�����Ҫ��Ͼ���,����Ӧ�������õ������,������ש�����ܶ�������Ҫ��ʪ������������Ϸ�������Ҫ��,�����뱣֤����ʱ�䡣
(5)������е�����ֹ���������ש�Ĵ�������ҵ���䱸�˸ߡ��ͳ�̺ʹ�С��λ��ȫ��Ħ��ѹש�������ͻ�,ȫ��ש�����ɻ�е���͡�
(6)ש�����¸�����֡����֡����Ͷ���������¶ȹ���,�����˹�ש�ĺϸ���,�Ӷ�����Ե��¸�������ӡ�
(7)�ճ��ǹؼ���Ҫʹ��ש�����ܶȵͶ����ȶ�,�ߴ�ƫ��С,�����ȡ�ʵ����¡�Ҥ�¾��ȡ����ת���ķ��롣
���ڹ�ש�����Ļ�������,���ܽ�Ϊ����һ�仰:ԭ���ǻ���,װ��������,�����DZ�֤,�ճ��ǹؼ���
3 Ŀǰ��ש������Ӧ���ӵ�����
(1)�ϸ���ƫ�͡�1997��1998����Ҫ�������ҵĺϸ��ʴ�ԼΪ70%��80%���еij����ǿ������ϸ�������֤������,��Ʒ�Ѽ���ɽ,�˷Ѿ��ˡ����ڴ�ש����״�����ש����Ӧ�Ĺ��չ涨��
(2)����������ϸ�,����ƫ��ֵ��
(3)�е���ҵ��Ʒ�ijߴ�ƫ����Ȼ��С,��Ҫ���ӹ��������
(4)��Ʒ�Ŀ�����ɲ�ʮ������,��δ���������ߵ��㹻���ӡ�����һ�ڹ��������Ľ�¯��ש,��ʯӢΪ75%��80%,����ʯӢΪ0��0.5%;���������������¹��Ĺ�ש,��ʯӢ35%��40%,��ʯӢ55%��60%,����ʯӢ��,Һ��5%���еij����в�����ȫ�ﵽ����ˮƽ��
(5)�е���ҵ��Ʒ�ڲ���ȱ��,���״��֯���ڲ����Ƶȡ�
��������Ĵ���,�����ǵ�װ��ˮƽ������ˮƽ������ˮƽ���Ͷ������ʲ��ߵ��ۺϷ�ӳ����ש�������̳������ڶࡢ�����豸��(��ѹש��Ⱥ),�����γɺܽ��յ�����������,�еĹ�������ǿ������Ͷ�����ǰ,��ҵ���нϴ��Ͷ����м�������,���ǿ�����Դ��ڵ��������ⷢ��ְ�����м�������,��ʵ�п����༶����,ѹש��˫���ѹ��,��Ǯ������ҿ����յ��ܺ�Ч��������,��ʵ��ǿ��������,ȫ�����Ա��������,Ҳ�Dz��ݺ��ӵġ�
4 չ��
��ש�г�����ή������������ҵ,�����Ƴ�һ�ֲ��ý�¯�����ġ����ͽ�̿��,�������һ���ִ�ͳ��̿����������������,ֱ�ӻ�ԭ�����ۻ�ԭ�����¼���������ת��Ϊ��������������Щ�¼������ƹ�,��̿��Ҫ�������١������������¯ש���ٶ������ý�¯ש����,�����ж�����Ҫԭ��:һ�Ǹ�¯��ú��������,�����˽�̿������;�����µ��������������ƹ�Ӧ��,��¯���е�����������,�����н�¯�����ӳ�������,��С������ޡ�����Ӧ�ÿ���,�������ڹ�ҵ�������,�¼�������ɼ�����Ҫһ���ϳ��Ĺ���ʱ�ڡ��ڼ�,��¯�Ĵ��Ͳ�������Ĺ�ש�Ի�ά���൱ˮƽ��Ŀǰ,������IJ���Ҥ�ù�ש�������Ҹ���ש�Ͳ�����ǽש������ש�����,����¯����,��ש�Ա��������Ƶ�λ